


News
New Ideas and Technologies for Energy Conservation and Emission Reduction in the Air Compression Sys
Author:Editor:adminHits:306 Date:2025-07-22
Abstract: Based on the characteristics of thermal power plants, this paper introduces some new developments and technologies in air compressors and their post-treatment equipment in terms of energy conservation and emission reduction. In particular, it provides a detailed introduction to the fourth-generation semi-compression hot dryer with low dew point, low drift, zero emissions, and built-in secondary cooling function.
Key words: Air compressor and its post-treatment, Energy conservation and emission reduction, Fourth-generation semi-compression heat, New technology
Introduction: As the scale of thermal power plants continues to expand, the installed capacity of their compressed air stations has increased from several hundred cubic meters per minute to nearly a thousand cubic meters per minute. According to the requirements of gas quality, they can be roughly classified into instrument air, conveying air, and general factory air use. Depending on the location and purpose, the currently in-use post-treatment equipment mostly adopts refrigeration type, adsorption type, or a combination of refrigeration and adsorption. In the past two decades, air compressors have transitioned from piston type to screw type. In recent years, some large air compression stations have begun to adopt centrifugal machines or a combination of centrifugal main supply/screw peak regulation. Currently, various types of compressors in use account for nearly 10% of the national power generation, and the energy consumption of the accompanying post-treatment equipment accounts for approximately 10% to 20% of the input power of the air compressor. Therefore, the energy conservation and emission reduction of the air compression system has received increasing attention. This article mainly introduces some new developments and technologies in the field of air compressors and their post-treatment equipment in terms of energy conservation and emission reduction for the characteristics of a certain plant, for reference by design, procurement, and operation personnel.
1. The provisions regarding the selection of air compressors in the 2012 edition of the compressed air station design specifications and their impacts:
1.1 Original text: The new "Specification" stipulates: When the rated motor power of a single compressor is greater than 300KW, single-stage oil-injected screw compressors should not be selected.
Compilation Note: Since the single-stage fuel-injected screw compressor unit has a higher specific power than the piston compressor by approximately 10% and a higher specific power than the centrifugal compressor by 15%, from the perspective of energy conservation, it is not advisable to use when the rated motor power of a single compressor is greater than 300KW (equivalent to the power of a 1MPa, 60m3/min screw compressor).
In my opinion, dividing the screw and the centrifuge into a total volume of 60 cubic meters is mainly because when the exhaust volume of the centrifuge reaches 60 cubic meters, it is usually compressed in three stages, making it closer to isothermal compression, and the overall power of the machine also significantly decreases.
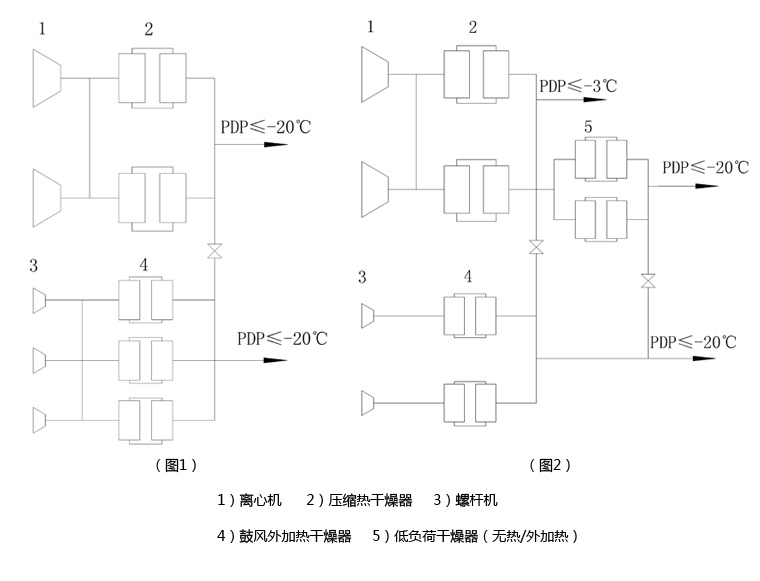
1.2 Centrifugal/Screw Combined Process Flow and Explanation:
Figure 1 employs a low dew-point (≤ -20℃) compression heat dryer, with the same dew point as the external heating by ventilation. The two systems can be interchanged. Figure 2 shows a traditional type of compression heat dryer, with a pressure dew point of less than or equal to -3℃, which can meet the requirements for transportation and general industrial gas usage. Some of the gas is then connected in series with smaller instrument gas dryers (low load) for additional drying. The screw system is connected to the transportation gas and general industrial gas through two bypasses as its supplements.
2. The 2012 version of the design specifications for compressed air stations contains provisions regarding the selection of dryers:
2.1 Original text: "For adsorption type drying devices with a working pressure less than 10 MPa, a single unit processing air volume greater than 20 m3/min, or with a working pressure greater than or equal to 10 MPa and a single unit processing air volume greater than 3 m3/min, it is advisable to adopt a heated regeneration adsorption type drying device or a compressed heat regeneration adsorption type drying device", "When the humidity level of compressed air requires to be no less than level 5, a refrigeration type drying device or a compressed heat regeneration adsorption type drying device should be selected".
Compilation Note: In the common compressed air drying devices currently available, the drying device accounts for approximately 3-5% of the energy consumption of the compressor for the refrigeration type, 8-10% for the heating regeneration adsorption type, 18% for the non-thermal regeneration adsorption type and the micro-thermal regeneration adsorption type, and 1-2% for the compression thermal regeneration adsorption type. Under normal circumstances, to save energy consumption, when selecting a drying device, one should, while meeting the drying requirements, try to choose the one with lower energy consumption.
2.2 Currently, the first-generation non-heating, small-scale heat (short process), and large-scale microheat (long process) adsorption dryers, as well as the cold drying + adsorption (first-generation non-heating, microheat) systems, due to their significant consumption of high-quality product gas (10% - 20%), will gradually exit the market. They will be replaced by blowers with external heating that are compatible with screw compressors and compressors with heat from centrifuges (waste heat) dryers, as well as their upgraded and improved third and fourth generation zero-gas consumption, low dew point, and multi-functional models. It is worth noting that:
1) Due to the technological advancements in centrifuges over the past decade, the exhaust temperature of brand-name centrifuges has dropped to 90-110℃ (originally 120-150℃). At this temperature, the compression heat dehydration drying capacity is no longer able to meet the requirements of other adsorption-type dryers for a pressure dew point of -20℃. Therefore, this provision incorporates its application into the category of refrigerated dryers or into the drying equipment products that lie between refrigerated dryers and adsorption-type ones.
2) The core technology for energy conservation and cost reduction in dryers lies in not using or minimizing the use of product gas. This is because the cost composition of product gas only accounts for about 40% of the total cost, with the remaining 60% consisting of fixed asset depreciation, water, oil, gas, management, and labor costs, etc.
Taking an exhaust volume of 100 m3 as an example, assuming that the power consumption of the dryer accounts for 5% of the input power of the compressor (550 KW), and the air consumption is 5%, with the electricity price at 0.70 yuan per kilowatt-hour, and the gas consumption at 0.16 yuan per cubic meter:
Then the electricity cost: 0.70 × 550KW × 5% = 19.25 yuan/hour, and the gas cost: 0.16 × 100m³ × 60min × 5% = 48 yuan/hour.
Under the same "energy consumption" ratio, the proportion of electricity cost in the cost of product gas is: 19.25 / 48 = 0.4
Assuming operation for 300 days per year and 24 hours per day:
The cost of gas is higher than that of electricity: (48 - 19.25) × 300 × 24 = 207,000 yuan per year
3) The two inherent flaws of the compression heat dryer prevent it from joining the ranks of other adsorption dryers with low dew points, unless it is equipped with the third or fourth generation improved models.
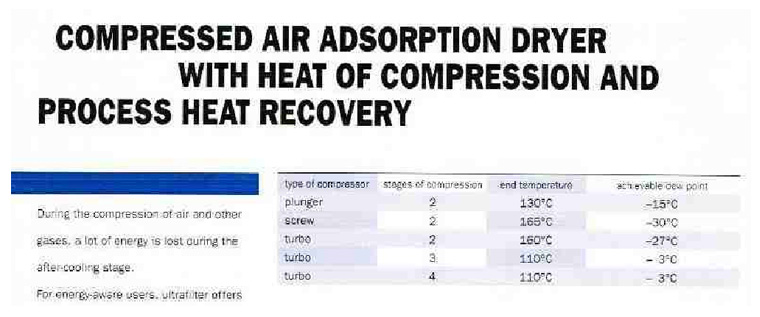
The product gas dew points that can be achieved during regeneration under different exhaust temperatures for various types of oil-free machines are shown in the table below. Generally speaking, for every 10℃ increase in the regeneration gas temperature, the product gas dew point can be reduced by 2 to 3℃.
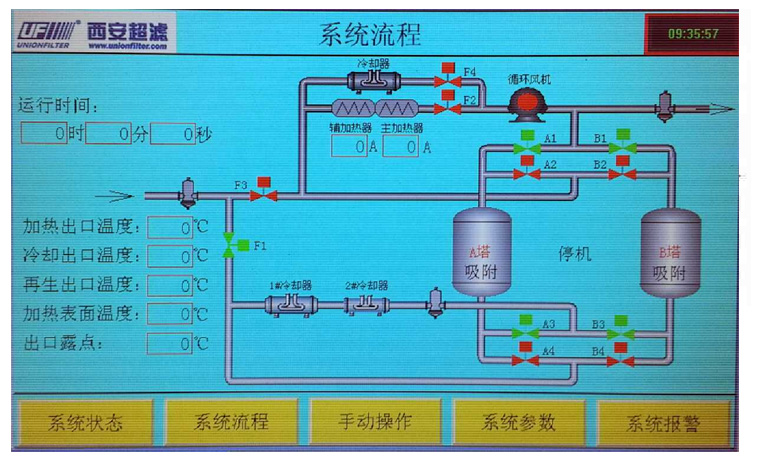

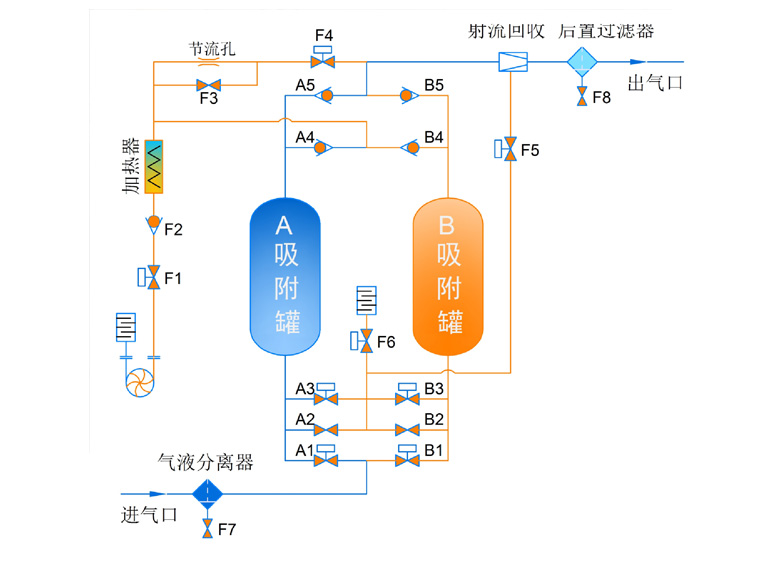
A zero-emission blast-type external heating dryer with jet recovery function:

3. Re-definition of "Freeze + Adsorption":
Cold-dry adsorption is a special case in the drying and dehydration equipment. However, it is not advisable to widely promote it as a basic configuration. After all, it achieves the same function as a single machine by taking twice the area, twice the purchase cost, twice the pressure difference, and almost twice the operating cost. Moving one step forward from the truth becomes a falsehood, but its thinking can still be borrowed. That is, when the exhaust temperature of the air compressor is at normal temperature (25-45℃), cooling for water removal is the most economical and applicable method.
Table showing the moisture content corresponding to the pressure dew point (inlet temperature to the adsorption tower) at 7 bar:
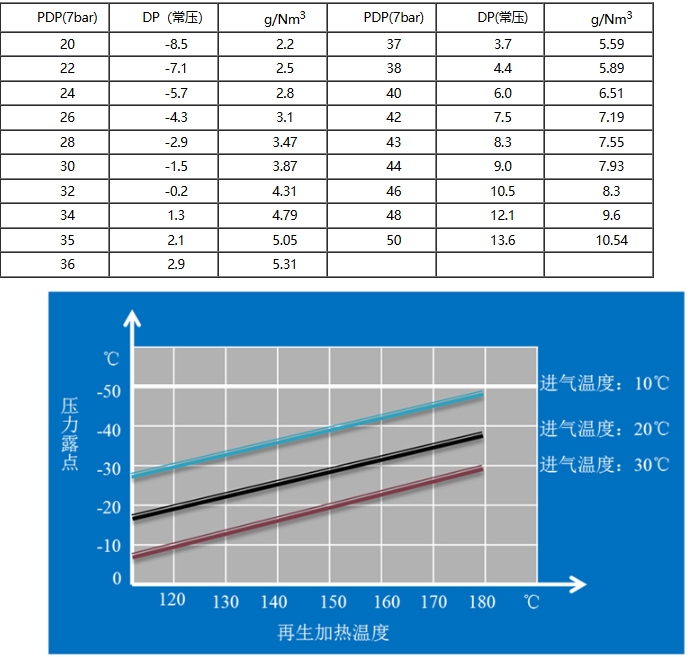
From the table, it can be seen that when the temperature rises from 30℃ to 35℃/38℃/43℃, the moisture content carried by the compressed air will increase by 30%/50%/100%. Therefore, by using mature industrial chillers and water coolers, the gas temperature can be further reduced by 5-8℃ based on the original 32℃ industrial cooling water and post-cooler. This will reduce the moisture content in the gas by 30-50%. At this point, the adsorption dryer can achieve four benefits with one action:
1) Reducing the intake air temperature can almost achieve a simultaneous 1:1 reduction in the dew point temperature of the product gas.
2) Reduce the water load by 30% to 50%, avoiding premature penetration of the adsorption tower;
3) The reduced water load also simultaneously reduces the adsorption heat, which in turn lowers the starting temperature of the cooling air.
4) It avoids the excessive heat of adsorption, which leads to an increase in the temperature of the adsorbent. This is equivalent to reducing the effective adsorption capacity of the adsorbent (approximately)
(10 - 30%) ensures that the adsorbent does not get penetrated by water throughout the entire adsorption cycle.
4. Conclusion: Energy conservation and emission reduction is a major national issue and an important consideration in the design, procurement, and operation of air compression systems. Adsorption dryers should maximize the utilization of the heat sources in the system and the cold energy in the environment. They should boldly adopt new technologies, new structures, and new processes to accelerate the process of energy conservation and emission reduction in air compressor stations, benefiting the country, the people, and oneself. Currently, the adsorption dryers in use and those under design and selection account for over 95%. The source of energy conservation and emission reduction lies in the design and selection, while the main body of upgrading and replacement is the manufacturer. Customers are the direct beneficiaries, and suppliers should not deceive customers by taking advantage of consumers' naivety and lack of professional knowledge. Instead, they should cultivate and promote the maturity of consumers. Limit the use of no-heat sources, eliminate micro-heating, develop with heat sources, and promote waste heat. Energy conservation and emission reduction starts with me, and begins with the projects under my supervision. The three parties should work together to strive for a period of 5 to 10 years, not only achieving manufacturing scale close to that of international counterparts, but also achieving technical performance and energy conservation and emission reduction technologies at the international level.