

新闻动态
The compilation content of the energy conservation and emission reduction technology manual for the
责任编辑:作者:admin人气:301 发表时间:2025-07-22
Section: Compressed Air Dryer
3.4.1 Cold Dryer
3.4.1.1 Basic Working Principle and Main Structure of Cold Dryer:
The refrigeration type dryer is a compressed air dehumidification and purification device made by utilizing the refrigeration principle. It uses refrigeration technology to forcibly cool the compressed air, causing a large amount of water vapor and oil mist in the compressed air to condense into liquid droplets. These droplets are separated by the steam-water separator and then discharged outside the machine by the automatic drainage device. The compressed air treated by the cold dryer can have a pressure dew point of 2 to 10℃, which can meet most industrial requirements. (See Figure 4.13-1)
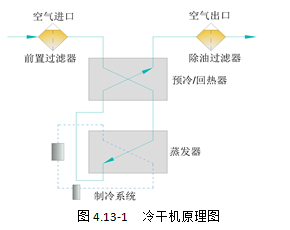
The ambient temperature and moisture-containing gas output by the air compressor first enters the pre-separation filter to remove liquid oil, water and solid particles. Then it enters the pre-cooling/heat exchange unit and exchanges heat with the cold gas from the evaporator. The cooled gas containing water then passes through the separator and enters the evaporator to exchange heat with the refrigerant again. It is cooled to the set pressure dew point and exits the evaporator. The cold gas from the evaporator is separated again to remove liquid water and then returns to the pre-cooling unit/heat exchange unit to exchange heat with the hot gas discharged by the compressor until it reaches ambient temperature. After passing through the oil removal filter, it enters the gas supply network.
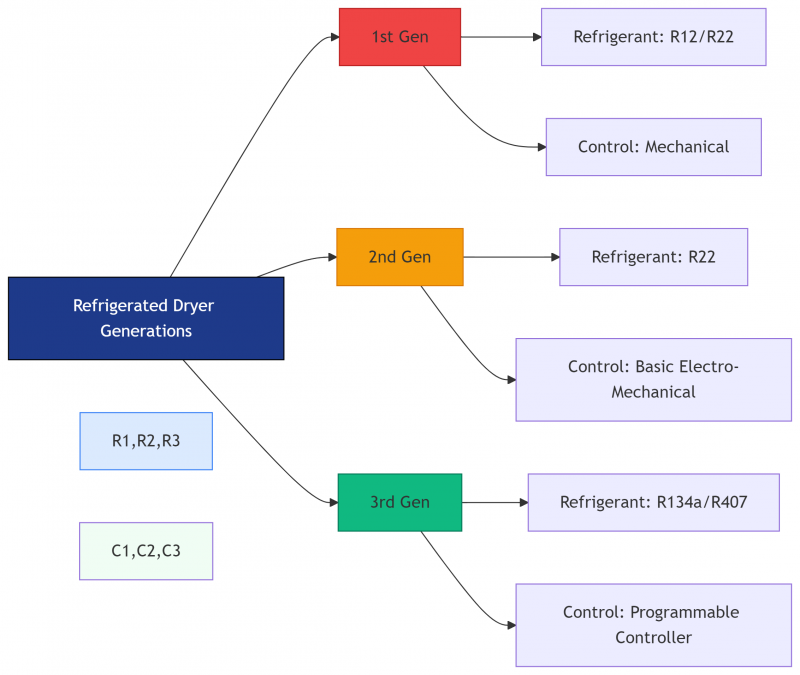
In the 1990s, foreign countries completed the replacement of the desiccant air conditioner (the third generation). However, due to the lack of breakthroughs in new processes and new materials as well as physical limitations, the performance and application level of the desiccant air conditioner have remained basically unchanged (energy consumption 3% - 5%, pressure dew point 2 - 10℃) since then. Currently, the vast majority of the desiccant air conditioners used in the domestic market are the first generation, and most of their performance is lower than that of the first generation of foreign desiccant air conditioners. The pressure dew point is on average above 15℃, and the energy consumption is between 4% - 6%.
3.4.1.2 Energy Consumption Composition:
The energy consumption of the refrigeration dryer mainly consists of electrical energy consumption (refrigerant compressor and fan) and system pressure loss. Among them, electrical energy consumption accounts for 3 to 6% of the input power of the air compressor, and pressure loss is approximately 5% of the working pressure (excluding the front and rear filter). The higher the efficiency of the pre-cooler, the smaller the heat load entering the evaporator, and the smaller the power required for the refrigerant compressor should be.
3.4.1.3 Energy Saving and Emission Reduction Measures:
(1) Minimize the exhaust temperature of the air compressor to reduce the cooling load of the refrigeration dryer and alleviate the electrical energy consumption of the refrigerant compressor.
(2) Minimize the outlet temperature of the wet air from the pre-cooler and the outlet temperature of the dry air, so as to reduce the load of the evaporator and thereby reduce the electrical energy consumption of the refrigerant compressor. This requires the use of efficient heat exchangers, especially enhancing the heat exchange efficiency of the pre-cooler and heat exchanger. At the same time, it is necessary to ensure sufficient heat exchange area of the pre-cooler and heat exchanger. The use of efficient heat exchangers is the most important means for energy saving and consumption reduction of the refrigeration dryer. Currently, most countries use efficient plate-fin and plate heat exchangers. This achieves large pre-cooling and small evaporation, and the power of the refrigerant compressor can be reduced by about 30%.
(3) Use refrigerant compressors with high energy efficiency ratio; use variable frequency refrigeration compressors to supply refrigeration capacity as needed.
(4) Optimize the refrigeration cycle and enhance the insulation effect.
(5) Optimize the system piping to reduce pressure loss.
(6) Optimize the gas-water separation and liquid discharge function to promptly and fully separate the liquid water in the compressed air. Otherwise, the residual liquid water heated by the pre-cooler and heat exchanger will re-vaporize, resulting in the dew point of the compressed air not meeting the requirements. In addition, measures such as inclined installation of the cooler, placing the drainage holes at the lowest point, using efficient gas-water separators, and efficient drainage devices can also ensure the separation and drainage effect through the structure.
(7) Change the concept, formulate energy consumption standards, and resist and reverse the low-price procurement model (such as the lowest bid winning). The low-price procurement model is the main reason for the poor quality and high energy consumption of domestic refrigeration dryers. To pursue low cost, many manufacturers adopt small pre-cooling and large evaporation, substituting small for large, and low for high, resulting in a decline in overall manufacturing level and energy consumption higher than that of the foreign first-generation machines by more than 30%.
3.4.2 Adsorption Dryer:
3.4.2.1 Basic Working Principle and Main Structure of Adsorption Dryer:
The adsorption dryer is generally a two-tower structure. The adsorbent is mostly made of silica gel, alumina gel, molecular sieve, or a combination of two of them. When one tower is in adsorption mode, the other tower is in regeneration mode. Depending on the different regeneration methods, adsorption dryers can be classified into types such as no heat regeneration, micro heat regeneration, external heating by fan regeneration, and compression heat regeneration.
3.4.2.2 Energy Consumption Composition:
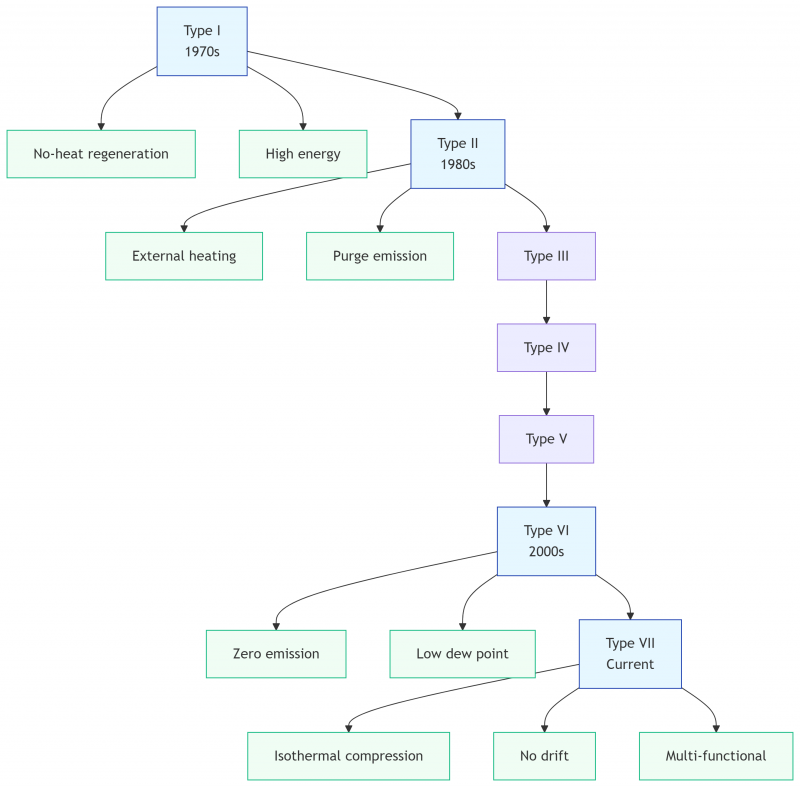
Type Structure Characteristics Application Era
Ⅰ No heat regeneration Simple structure, high energy consumption, classified as eliminated or restricted products 1970s
Micro heat regeneration
Ⅱ Ordinary external heating Suitable for various air compressors, cold air discharge, increases fan 1980s
Ordinary compression heat Only suitable for low-efficiency, high-temperature exhaust turbo machines, cold air discharge, higher dew point, large drift, requires cooler (after canceling air compressor, cooler)
Ⅲ Improved external heating Cold air recovery or circulation, increases cooler, separator 1990s
Improved compression heat Cold air recovery or circulation, increases circulating fan or jet pump, requires inlet temperature higher than 120℃, higher dew point
Ⅳ Isobaric regeneration zero emission external heating Zero emission, low dew point, increases cooler, separator, circulating fan This century
Isothermal compression, zero emission, low dew point compression heat Multi-functional, all-round. Supports high efficiency of air compressor (isothermal compression), allows lower exhaust temperature (90-110℃), zero emission, low dew point, no drift, increases auxiliary heater, circulating fan.
The energy consumption of adsorption dryers mainly consists of gas consumption (heating regeneration, cold air blowing), electricity consumption (electric heating, fan), and system resistance loss. Among them, gas consumption is the largest energy consumption. Currently, the internationally recognized thermal-electric efficiency does not exceed 50%, and the electric-gas conversion efficiency is about 20%, that is, 20% of the input power of the air compressor is converted into effective expansion work. Therefore, the core of energy-saving and emission reduction technology for adsorption dryers is to use or not to use high-quality compressed air, around this core technology, adsorption dryers have gone through four generations of development.
The adsorption dryer is a typical low-value, high-energy-consuming product. Taking a 100-cubic non-heated regeneration dryer as an example, the total annual electricity cost is: 0.8 yuan × 550 kW × 15% × 8000 hours = 528,000 yuan; the annual operating cost (calculated based on 0.21 yuan per cubic meter of compressed air): 0.21 yuan × 100 m3 × 15% × 60 minutes × 8000 hours = 1.5 million yuan. Thus, the purchase cost is almost negligible compared to the huge operating cost. However, precisely because of its huge operating cost, many domestic and foreign manufacturers are competing to develop new processes and procedures. Especially since the 1990s, there has been a generation every ten years, with energy saving and consumption reduction reaching 50% to 90% compared to the first-generation machines.
3.4.2.3 Energy-saving and Emission Reduction Measures:
(1) Reduce the adsorption temperature. For every 12℃ increase in the inlet air temperature, the moisture content in the compressed air doubles. Many air compressor stations abroad adopt chilled water mixture supplementation or secondary coolers. Effectively lowering the gas temperature to below 30℃, while in China, the exhaust temperature of most air compressors in summer is as high as 50℃, causing the drying equipment to operate under severe overload and high energy consumption.
(2) The consumption of cooling air in the regeneration process is huge, and it only aims to carry heat as the sole objective. It should be recovered or recycled.
(3) For medium and large-sized equipment, they should follow the GB50029 2012 "Design Code for Air Compressor Stations" and preferentially select second-generation or above forced external heating or compression heat (waste heat) products. Oil-free machines (centrifugal machines and oil-free screw machines) should preferentially select compression heat regeneration type.
(4) For medium and large-sized machines, those with conditions should also consider zero gas consumption and zero emission models.
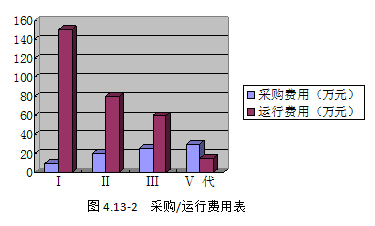
(5) Currently, 95% of the adsorption dryers in use are first-generation high-energy-consuming and low-value products, with energy consumption as high as 15% to 20% of the input power consumption of the air compressor. However, due to low purchase costs and institutional and conceptual limitations, they are still being designed, selected, and purchased in large quantities. As shown in Figure 4.13-2, the slight increase in purchase cost brought about by the upgrade and replacement of adsorption dryers and the significant reduction in operating costs can be seen.
Note: The operating costs include the conversion of gas and electricity consumption into electricity prices, as well as various depreciation, management fees, water and gasoline expenses, labor costs, etc. Among them, electricity costs account for approximately one-third of the total expenses.
3.4.3 Filtration Technology:
3.4.3.1 Basic Working Principle and Structure of Filters:
Filters are mainly used for the separation of gas/solid, gas/liquid, and liquid/solid. Among these applications, the most common and the most expensive one is gas/liquid separation. Examples include oil/gas separators used in oil injection screw compressors, inter-stage, end, cold dryer front and rear stages, pre-filters of adsorption dryers, and precision oil removal filters. These are mainly designed to remove liquid oil and water. Gas/solid separation filters are relatively simpler. For instance, dust removal after adsorption dryers, and terminal filters used in workshops and user points.
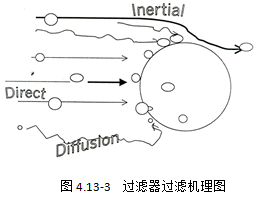
Filters consist mainly of filter elements, housings, drain valves, and instruments. The filter element is the most important component. Its working principle includes four mechanisms: direct interception, inertial collision, Brownian diffusion, and sieving. Larger particles are mainly filtered by the first two mechanisms, while smaller particles are mainly filtered by Brownian diffusion. The sieving mechanism is mainly used in membrane-type filters.
3.4.3.2 Energy consumption composition of the filter:
The sole indicator for measuring the energy consumption of the filter is pressure loss. The pressure difference of the air filter used for power supply is generally controlled within 10% of the working pressure, that is, below 0.07 MPa. When the pressure difference of the filter reaches two-thirds of the specified limit pressure difference, cleaning or replacement should be considered.
3.4.3.3 Energy conservation and emission reduction measures:
(1) Pay attention to the hierarchical setting of separators and filters. Traditional inertial separators are not excluded. Especially in severe pollution conditions, otherwise, the precision filter is prone to clogging.
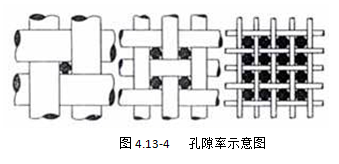
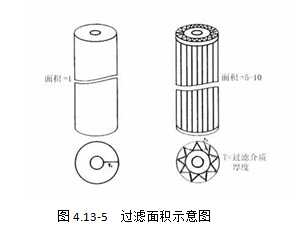
(2) Use high-porosity filtering media to increase the filtration area, such as fiber filters and folded forming processes. (See Figures 4.13-4 and 4.13-5)
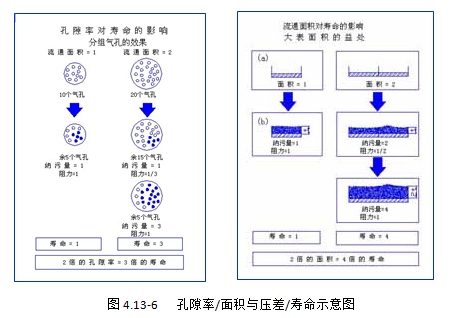
When the porosity increases by a factor of two, the lifespan increases by a factor of three; when the filtration area increases by a factor of two, the lifespan increases by a factor of four.
Conversely, it can be considered that within the same lifespan period, increasing the porosity and filtration area means continuously obtaining a lower pressure difference, which also means having lower operating energy consumption. (See Figure 4.13-6)
(3) Using filters with a large dust holding capacity, such as deep filtration materials and those with density gradients, can effectively slow down the rate of resistance increase.
(4) The appropriate configuration of filters or filter systems should take economic efficiency as the primary indicator, taking into account the most important factors, strictly controlling the procurement process, and purchasing high-efficiency, low-resistance, and long-lifespan brand products.
上一篇:CNG汽车加气站脱水装置 应用体会与分析
下一篇:暂无