


News
Molecular sieve dehydration equipment in the optimization and application of natural gas/methane hyd
Author:Editor:adminHits:338 Date:2025-07-22
Abstract: Molecular sieve dehydration technology and equipment are widely used for the deep drying of compressed air and various process gases. With the development of the natural gas/methane gas industry, this traditional technology has been further optimized and improved in aspects such as system configuration, process flow, and product structure. This article will provide analysis and introduction through actual cases.
Keywords: Natural gas Coalbed methane Drying Molecular sieve
1. CNG refueling station

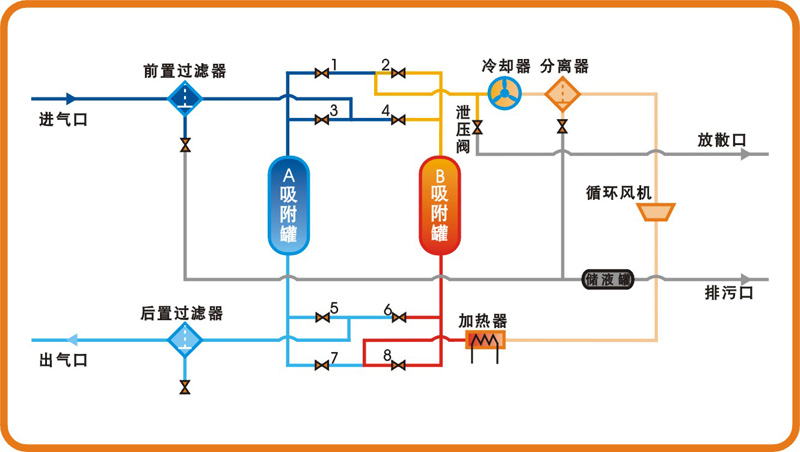
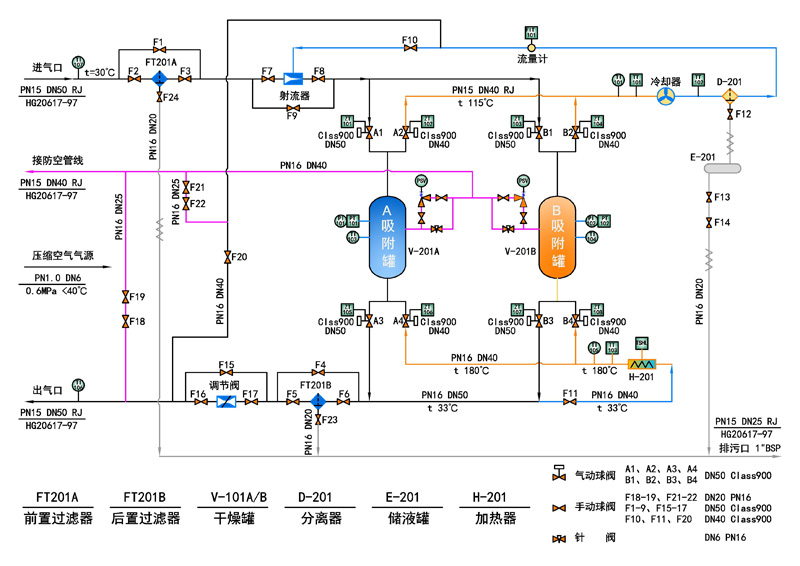
Compressed natural gas refueling stations are the application scenarios where molecular sieve dehydration units are utilized in the largest quantities. It is also one of the four key equipment (compressor, dehydration unit, gas storage tank/well, and gas vending machine) of this type. Currently, there are three commonly used process flows:
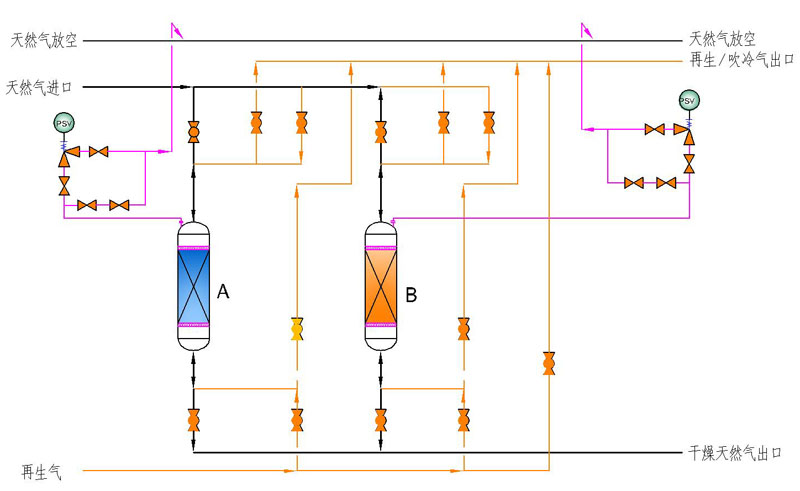
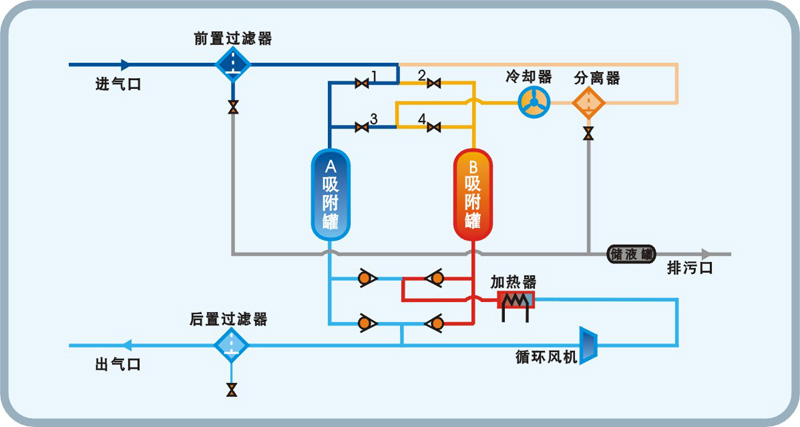
The low-pressure pre-reduction and regeneration process (Figure 1), the low-to-medium pressure pre-equilibrium regeneration zero-emission process (Figure 2), and the high-pressure post-reduction process (Figure 3). The working pressures of the first two processes are the pressure of the natural gas pipeline network. The dehydration unit is located before the compressor (there are also a few configured between the compressor stages, such as after the first or second cylinder, which increases the working pressure of the dehydration unit and effectively reduces the equipment volume and regeneration energy consumption. In low pressure, such as when the pressure of the natural gas pipeline network is less than 0.2)



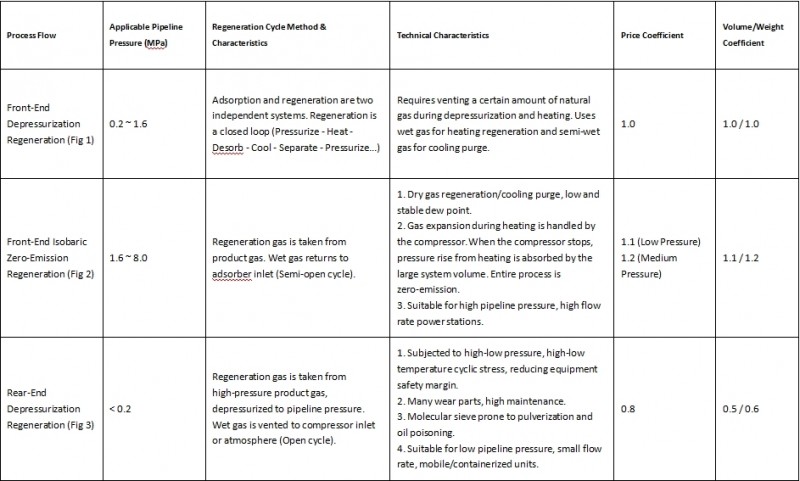
Economic and technical comparison table of the three processes:
-
P: Partial pressure of water vapor in outlet gas
-
P₀: Saturation vapor pressure at outlet temperature
-
P₁: Partial pressure of water vapor in regeneration gas
-
P₂: Saturation vapor pressure at regeneration temperature
-
E: Regeneration coefficient
In Figure 2 of the process, since the regenerative gas is dry gas, the value of P1 drops significantly. Under the condition of obtaining the same dew point index, the heating temperature (P2) can be appropriately reduced. In actual operation, depressurized regeneration requires a temperature range of 200°C to 220°C, while isobaric regeneration is generally set at 180°C to 200°C. In this case, the switching valve can adopt soft seals, which optimize the sealing performance, working life, and price. This process has excellent comprehensive technical advantages and is currently the most competitive regeneration process in the international market.
2. Oilfield Associated Gas/Torch Gas Recovery and Utilization
2.1 Hydrocarbon Removal or Direct Pipeline Transmission In addition to the above three processes, a jet pump zero emission process without circulating booster machines (Figure 4) can also be adopted. This process is particularly suitable for medium-high pressure, large flow, and continuous production conditions. This zero emission technology has made significant breakthroughs in three directions: process gas, high pressure, and no power source requirement, and has been put into operation in the Tarim Oilfield.


It is particularly suitable for situations where there is a shortage of electricity and water, such as deserts and offshore drilling platforms, where high energy and water conservation as well as small-scale modularized solutions are required.
From the aforementioned "product gas moisture pressure calculation formula", it can also be seen that the methods to obtain the ultra-low dew point (water content) required for the LNG process are basically three:
(1) Increase the regeneration temperature to above 280℃;
(2) Reduce the dew point (water content) of the regeneration gas, such as using the boiling gas of liquefied natural gas;
(3) Ensure that the gas temperature entering the drying tower is at a relatively low temperature.
Therefore, LNG should not adopt the cyclic regeneration process commonly used in CNG refueling stations. To obtain an ultra-low dew point, a fully open cycle can be used, maximizing the utilization of ultra-dry regeneration gas and discharging the regeneration gas to the auxiliary gas system.
4. Coalbed methane:

In the early days, most of the rich gas (with CH4 content ≥ 95%) adopted the post-treatment process under high pressure. The main reason for this was that the pipeline pressure was too low. If a pre-treatment dehydration process was used, the equipment would be too large. However, in actual applications, not only was the drying effect poor, but the failure rate of the compressors was also very high. One of the important reasons for this was the neglect of the high gas moisture content (almost in a wet saturated state).
Nowadays, more projects have adopted the pre-treatment dehydration scheme. To avoid the disadvantage of large equipment at low pressure, two measures are generally recommended: pressurization and cryogenic water removal.
This creates a working pressure of 0.3 to 0.7 MPa and an adsorption temperature of 10°C for the pre-dehydration unit, which can significantly reduce the volume and operating costs of the dryer. The low-pressure machine can be of piston or screw type, and secondary cooling can be provided by an industrial chiller. In northern winters, air coolers can also be used. Lowering the gas temperature of the dryer reduces the P0 in the formula for calculating the moisture pressure of the product gas, because for every 10°C increase in gas temperature, the saturated moisture content almost doubles, and the adsorbent filling volume also doubles. For large equipment, the significant influencing factor of the inlet gas moisture content must also be considered.
Conclusion: The molecular sieve dehydration unit provides a dry gas source for the gas/coalbed methane extraction, gathering and utilization process. Due to the different components, conditions and uses of the gases it processes, it gives rise to various process flows and related configurations and structures. When selecting and designing, a careful economic and technical comparison is required, including the initial investment and long-term operating costs, in order to achieve safe, reliable and the best comprehensive economic benefits.