Introduction: Compressed air/gas is classified by its pressure level into low pressure (<1.6 Mpa), medium pressure (≥1.6 Mpa to 10 MPa), and high pressure (≥10.0 MPa to 42.0 MPa); adsorption dryers are categorized by their regeneration methods into no heat, micro heat, external heating, and compression heat; dryers are classified by their rated processing gas volume into small (<10 m3/min), medium (≥10 m3/min to 60 m3/min), and large (≥60 m3/min). Low-pressure compressed air dryers: Small machines are mostly of no heat regeneration type, while medium and large-sized ones mostly use external heating, and when paired with large turbine compressors, compression heat is preferred. Micro heat type has basically been eliminated abroad. Medium-pressure adsorption dryers are mostly small and medium-sized, and generally also use no heat regeneration type. This article mainly analyzes and discusses the selection and application of regeneration methods for high-pressure gas (≥10 MPa to 42 MPa) and the structural characteristics of high-pressure dryers.
1. Basic characteristics of adsorbents:
1.1 Surface adsorption and deep adsorption, corresponding to the types of adsorption dryers are no heat and with heat. The former has an adsorption cycle of 5 to 10 minutes, while the latter can reach 4 to 8 hours, or even longer.
1.2 Adsorption releases heat, desorption absorbs heat. No heat regeneration is also known as self-heating regeneration, which takes advantage of the adsorption heat. The regeneration time is generally limited to within ten minutes.
1.3 Room temperature adsorption, high-temperature desorption. With heat regeneration is based on this principle.
1.4 High pressure adsorption, low pressure desorption. No heat regeneration type utilizes this principle, while medium and high pressure are more suitable for this mechanism.
1.5 Most adsorption dryers utilize both of these mechanisms, but one is dominant and the other is secondary.
2. Working characteristics of high-pressure dryers:
2.1 Joule-Thomson effect:
When compressed gas passes through a small orifice under adiabatic throttling, most of the gas will decrease in pressure and temperature proportionally.
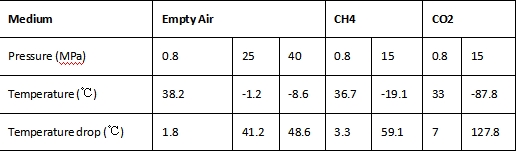
As shown in Table 1: The gas temperature is 40°C, and the back pressure after the small orifice is atmospheric pressure. The media are compressed air, natural gas (CH4 100%), and carbon dioxide:
For easier memorization, it can be simply summarized as follows: for every 1 bar reduction in the average pressure of compressed air, the temperature drops by 0.1 to 0.2 ℃; for natural gas, it is 0.3 to 0.4 ℃; and for CO2, it is approximately 0.8 ℃. When the pressure difference between the two ends of the small hole is not significant, the temperature change has little effect on the temperature of the adsorbent bed layer, and the air can even be ignored. However, when the pressure level is high pressure and the gas is not air, one should be cautious about the coke-tumbler effect; otherwise, it will not only cause a significant drop in the bed layer temperature, but also may have a significant impact or harm on the process and equipment.
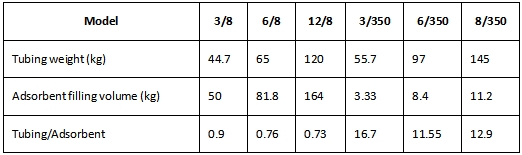
2.2 The influence of the adsorbent filling quantity on the weight of the high-pressure cylinder (as shown in Table 2):
The high-pressure dryer cylinder is a thick-walled container, and the ratio of its weight to the weight of the adsorbent it contains is much greater than that of the low-pressure dryer.
From the perspective of equipment weight, the high-pressure air dryer should ideally be selected as a non-thermal regeneration type. If thermal regeneration is used, a shorter cycle such as 4-6 hours should be chosen, unless there is a special need, where an 8-hour or even longer adsorption cycle can be selected. However, the equipment would become overly large and cumbersome.
2.3 Different meanings of high-pressure micro-heating regeneration:
For the low-pressure dryer, micro-heating focuses on reducing the loss of product gas, while for the high-pressure dryer, micro-heating regeneration is mainly to address the negative impact of the coke-tar effect. Secondly, it can extend the adsorption cycle by 30-50%, or even longer. This can further reduce the risk of adsorbent pulverization and reduce the frequency of pressure relief and gas discharge. Additionally, using truly 90°C micro-heating regeneration gas can avoid the phenomenon of shortened valve service life under the overlapping conditions of high pressure and high temperature.
2.4 Adsorbent pulverization:
In the case of high-pressure dryers, during the switching of the two towers, during start-up and shutdown, and during long-term low-pressure operation deviating from the designed pressure (maximum working pressure), extremely high-pressure and large-flow gas streams of several times or even hundreds of times the designed flow rate are likely to be generated. The impact of this high-speed gas flow will cause the adsorbent to be compressed, collided, and cut, leading to rapid fragmentation and pulverization. Measures such as increasing the strength of the adsorbent, setting a compression mechanism, and strengthening the rear dust filter may alleviate the impact of the high-speed gas flow, but they cannot fundamentally eliminate the pulverization phenomenon. Generally, for high-pressure air dryers with a processing capacity of 3 m³/min or less, non-thermal regeneration is preferred; for 3 m³/min to 10 m³/min, a modified type of non-thermal regeneration - micro-heating can be considered; for large machines with a capacity of 10 m³/min or more, thermal regeneration is generally used. However, regardless of the size, type, or regeneration method, effective measures must be taken from multiple aspects such as program settings, equipment structure, system configuration, and operation methods to prevent the pulverization effect of the high-speed gas flow on the adsorbent. Well-designed high-pressure dryers can have an adsorbent lifespan approaching that of low-pressure dryers (2-3 years), and even up to 5 years or more in intermittent operation.
3. Economic and technical comparison of regeneration methods for high-pressure dryers:
Based on the characteristics of high-pressure gases and the structural features of high-pressure dryers, the appropriate regeneration method should be selected to adapt to the on-site conditions and meet the process requirements.
Non-thermal regeneration: Suitable for mobile installations such as vehicle-mounted or ship-mounted, and for situations requiring rapid gas production (only 20 minutes can produce qualified product gas); small flow rate and intermittent gas supply conditions are preferred.
Micro-heating regeneration: For non-thermal regeneration, a small heater is added to preheat the regeneration gas, which can further reduce the consumption of regeneration gas and effectively improve the negative impact of the coke-tar effect. It should be prioritized for working pressures greater than 25 MPa.
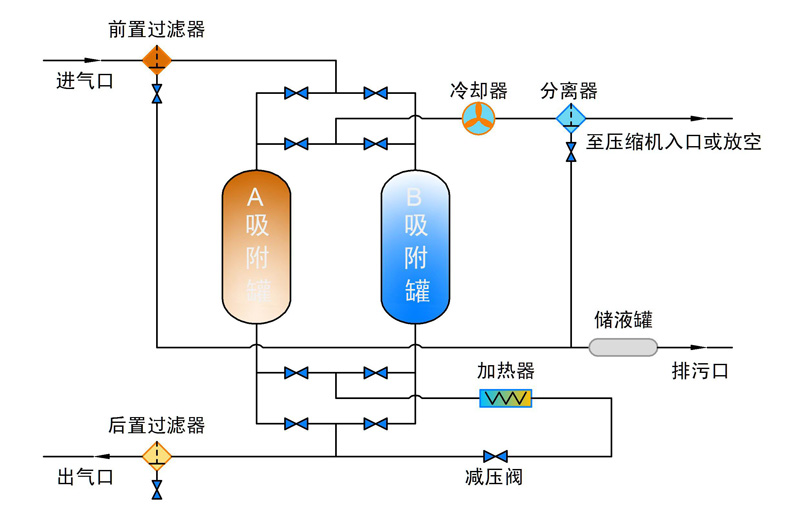
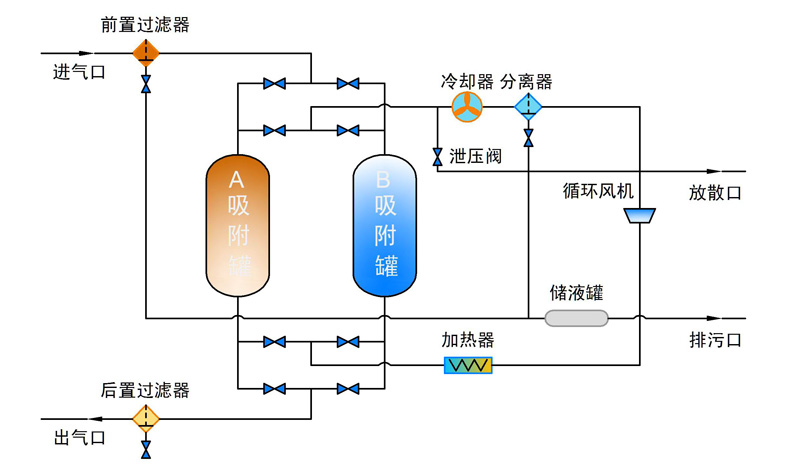
Closed-type thermal regeneration (see Figure 1): Different from the forced external heating method of the low-pressure dryer, it is a heating regeneration method that extracts part of the product gas from the system, depressurizes it, and uses it for regeneration and cooling. It is suitable for fixed locations and continuous operation conditions. (The regeneration stage may last for 4-10 hours, and it cannot be interrupted during this period). The wet gas after regeneration is returned to the compressor inlet (process gas) or discharged (air).
Figure 1 Closed-loop Regeneration Process Flow Diagram
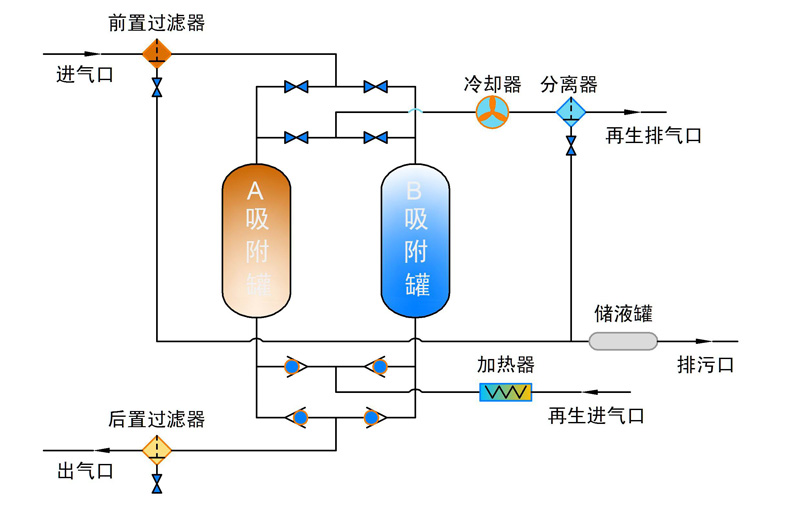
Open-loop Regeneration (as shown in Figure 2): Mainly applied to process gases such as H2, CO2, etc. The regeneration gas uses other gases.
Figure 2 Open-type thermal regeneration process flow diagram
Such as N2, the by-product gas of this system, waste gas, etc. The heater can be selected in forms such as steam, waste heat gas, etc., which can adapt to large equipment and various pressure-level process systems. The wet gas after regeneration is discharged or recycled for use.
Closed-loop thermal regeneration (see Figure 3): The regenerated gas is a pressurized circulation of the same working medium gas, suitable for medium and low-pressure process gases other than compressed air such as CNG, H2, CO2, etc. If used at high pressure, the pressure needs to be released to medium and low pressure during regeneration.
Figure 3 Process flow diagram of closed-loop cycle with heat regeneration process
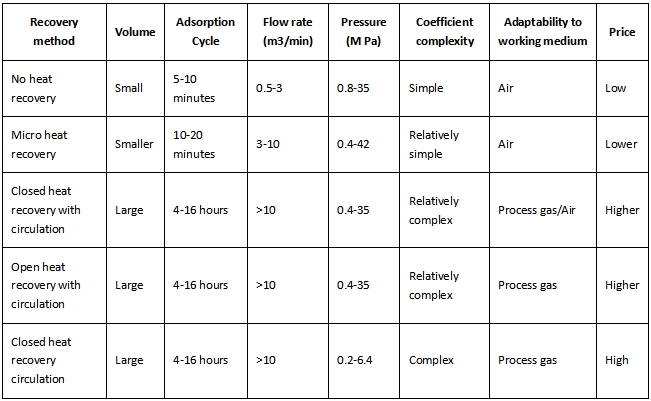
To sum up, the list is as follows:
Note: The adsorption cycle is the necessary preparation time required for the equipment to supply qualified gas when it is restarted for the first time or after a long period of inactivity. This parameter has a significant impact on the volume, weight of the equipment, and its rapid gas supply capability.