News
The application of ultrafiltration technology in chemical process operations
Author:Editor:adminHits:333 Date:2025-07-22
I. Company Profile
Xi'an Ultrafiltration Company is located in the National-level Xi'an High-tech Industrial Development Zone. It is a high-tech enterprise in China specializing in the development, production and operation of fluid separation and purification equipment. After years of practice and exploration, Xi'an Ultrafiltration Company has now achieved leading domestic R&D and production capabilities in the field of fluid separation and purification. Its products are widely used in industries such as pneumatic, chemical, petroleum, natural gas, energy, military industry, gas separation, fruit and vegetable preservation, and environmental protection engineering, and has become one of the enterprises with the strongest technological innovation, scale operation, and group operation capabilities, the most complete product range, and the highest technical level in the same industry.
II. The Proposal of the Problem and Its Basic Principles and Structure
2.1 Proposal of the Problem
For a long time, the prominent problem in chemical production is the difficulty in separating tiny liquid droplets and oil mist entrained in the gas. In the production processes of ammonia synthesis, urea, nitric acid, nitrate ammonium, etc., oil contamination can cause various catalysts to be poisoned and失效, reduce the thermal efficiency of heat exchange equipment, increase resistance, and even cause major explosion accidents due to excessive oil content in the gas ammonia. The traditional ammonia fractionation cannot completely separate the foggy liquid ammonia in the synthesis process, which affects the ammonia output.
Xi'an Ultrafiltration Company has adopted ultrafiltration technology and its efficient, low-resistance, and long-life filtration materials to develop various efficient gas-liquid separation devices. The theory and practice have successfully solved the effective combination of precision, structure, and polarity.
2.2 Formation and Distribution of Particles
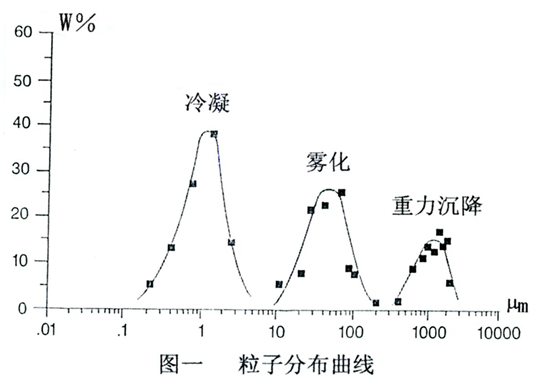
Research has shown that the particle diameters of droplets formed by speed changes (gravity settling) are mostly above 100 μm, those formed by pressure changes are in the range of 10 to 100 μm, and those formed by temperature changes are in the range of 0.01 to 10 μm. Among them, polar particles are 1 to 10 μm, and non-polar particles are approximately 0.01 to 1 μm. As shown in the figure:
The traditional inertial separator performs well in separating liquid particles within the range of 10 to 100 μm, but has poor performance in separating small particles below 10 μm. To effectively separate small particles below 10 μm, it is necessary to adopt methods such as fine filtration or ultrafiltration for efficient gas-liquid separation. The technology introduced by Xi'an Ultrafiltration Company has been successfully applied in chemical process applications and has obtained a national utility model patent and an无偿 subsidy from the National Science and Technology Department's Technology Innovation Fund for Small Enterprises.
2.3 Separation Mechanism
Our company was the first to introduce the use of fine filtration or ultrafiltration technology for efficient gas-liquid separation, and first determined the integrated concept of precision, structure and polarity, that is, according to different media and process conditions, determine the type and combination of filter elements. For example, the initial filter is a sintered stainless steel fiber毡 filter element, which can be used for polar molecules such as water and liquid ammonia, while the ultrafine glass fiber filter element is suitable for non-polar molecules such as lubricating oil and condensate oil. The former has a gas flow direction of "outside-in and inside-out", taking advantage of the material's polarity and huge surface area, while the latter has a gas flow direction of "inside-out", utilizing the hydrophobic-hydrophilic properties of the filter layer and the comprehensive filtering mechanism of diffusion, collision and interception, which belongs to a coagulation type filtration structure.
2.4 Polar Selection and Structure
The polarity of the medium can be measured by the dipole moment, which is the product of the charge on the positive or negative center of the molecule and the distance between the two centers. Molecules with a dipole moment of zero are non-polar molecules, and their positive and negative charge centers are coincident. Molecules with a non-zero dipole moment are called polar molecules, such as H2O and NH3. Polar molecules have orientation, induction and dispersion effects, which are all attractive effects. The polarity of different media varies, and their cohesion also varies, so choosing different separation materials is also a key factor affecting the separation effect. For separating polar particles, a single-stage efficient separation element can be used, while for separating oil-gas aerosol particles or emulsified oil particles, a two-stage efficient separation element must be used.
The filter developed and developed by Xi'an Ultrafiltration Company retains and develops the advantages of traditional separators in structural design, maximizing the comprehensive effect of various separation mechanisms.
III. Application of Ultrafiltration Technology
3.1 Synthesis Ammonia
3.1.1 Fresh Gas Oil Separation after High-Pressure Compressor
Purpose: Remove impurities such as oil, water, and dust from the fresh gas, protect the synthesis catalyst, and reduce energy consumption.
Example: Sichuan Guangyu Chemical Co., Ltd. adopted two-stage high-efficiency filters on the fresh gas pipeline. Each year, 16.2 tons of oil and water were discharged, accounting for 92.36% of the theoretical water volume. The separation efficiency was significantly improved compared to the original 45-47%. Since its commissioning in 1998, it has been operating well. Due to the application of ultrafiltration technology, the oil and carbon deposits blocking the heat exchanger were significantly reduced, further optimizing the operating conditions, and effectively protecting the synthesis tower catalyst. This company was the earliest user of ultrafiltration technology in the raw gas of synthesis ammonia. During its operation, it fully demonstrated the characteristics and strong vitality of ultrafiltration technology, solving the problem of fresh gas containing oil in synthesis ammonia for the first time, which has opened up a successful path for the comprehensive promotion of this technology in the synthesis ammonia industry.
3.1.2 Ammonia Separation Transformation
Purpose: Achieve efficient ammonia separation, separating the misty liquid ammonia from the gas, which can reduce the ammonia content entering the tower and lower energy consumption. The direct economic benefits are obvious.
Example: Hunan Xiangnian Industrial Co., Ltd. used its original high-pressure ammonia separation outer cylinder to transform the inner components with ultrafiltration technology. Since October 2000, it has been in operation and achieved good results. The turbine circulation machine can operate normally, the ammonia content at the inlet of the synthesis tower decreased by 1.4%, and the annual ammonia production increased by 18,768 tons, with an additional income of 35 million yuan (see the relevant paper of Xiangnian Industrial Co., Ltd.).
3.1.3 Oil Separation in the Oil Separator after the Circulation Pump
Purpose: Remove oil and water impurities in the gas, protect the synthesis catalyst, and reduce energy consumption.
Example: Hebei Gaocheng Fertilizer Factory, used the oil separator after the piston-type circulation pump for transformation. It was put into operation in 2000 and has been in normal use since then.
3.1.4 Import Filter in the Conversion Process
Purpose: Remove oil and water impurities in the conversion gas, protect the conversion catalyst.
Example: Shaanxi Fertilizer Factory used a two-stage filter at the third export of the fresh gas compressor. It was put into operation in April 2000, with an average of over 100 kilograms of oil and water discharged per hour, but the resistance increased rapidly. After analyzing the filter cake, 70% or more was single sulfur.
3.2 Urea
Purpose: Remove oil and dirt in the CO2 gas, reduce energy consumption, and improve product quality.
Example: Shandong Zhangqiu Second Fertilizer Factory used an ultrafiltration filter after the CO2 compressor. After use, it was found that the oil and dirt on the heating elements of the first and second stage decomposition heaters were significantly improved, the heat transfer effect was enhanced, the steam consumption was stable, and the color of the urea product was white. The successful application of the first CO2 high-efficiency oil removal device played a exemplary role for subsequent manufacturers' transformation.
3.3 Nitric Acid
Purpose: Remove oil and dirt in the ammonia gas, protect the expensive platinum catalyst mesh, and extend its service life.
Example: Shandong Haihua Weifang Nitrate Ammonium Factory used an ultrafiltration filter for ammonia gas filtration before the ammonia oxidation furnace. After use, the service life of the platinum wire mesh in the oxidation furnace was extended, and it has been continuously operating for more than two years. At the same time, the cleaning cycle of the filter was longer than that of the original bag filter, reducing a lot of work.
Note: The air system also needs to install air filters to remove impurities (iron powder, oil dirt, etc.) from the air, protecting the catalyst and extending its lifespan.
3.4 Nitrate Ammonium
Purpose: Remove oil and dirt carried by the ammonia gas, prevent the ammonia gas from carrying oil into the nitrate ammonium neutralization section, improve system safety, and prevent accidents. Application Examples: In the nitric acid workshop of the fertilizer plant of Lanzhou Chemical Industry Company, an ultrafiltration filter was installed after the ammonia compressor's ammonia baffle filter. According to the operation situation since its commissioning in August 2000, the oil content in the compressed ammonia has decreased from 50-60 ppm in the imported state to 6-10 ppm, fully meeting the requirements of the nitric acid neutralization process and playing an important role in the safe operation of the system.
3.5 Oil Recovery from Refinery Tail Gases
Purpose: To separate impurities from the gas and protect the hollow fiber membrane, extending its service life.
The total plant of Anqing Petrochemical has adopted a three-stage ultrafiltration technology (SF + MF + SMF) before the membrane separation unit for diesel hydrogenation tail gas recovery, with a filtration accuracy of 0.01 μm and an efficiency of 99.99%. It has been in continuous use for more than two years, recovering a large amount of mixed liquids containing hydrogen sulfide, diesel, and water, effectively protecting the hollow fiber membrane and extending its service life.
3.6 Natural Gas Purification and Condensate Oil Recovery
Purpose: To separate impurities from the gas and protect the hollow fiber membrane, extending its service life.
Longqing Oilfield has set up three-stage ultrafiltration filters before the hollow fiber membrane dryer in the natural gas, used to purify the gas and protect the hollow fiber membrane. During use, it was unexpectedly found that a large amount of condensate oil was separated out. It has now been promoted to large-scale industrial application.
3.7 Xi'an Ultrafiltration is currently conducting preliminary selection and trial use for the separation problems of refinery gas and cracking gas in the petrochemical industry.
VII. Lessons Learned
Any technology or product has its specific applicable scope and conditions. Problems such as these have occurred during the use of ultrafiltration technology. This is not surprising. Further exploration and research are needed in the future. However, it is necessary to note:
① Ultrafiltration technology is not applicable for gas-solid separation with high concentration and high viscosity.
② It must not be operated under low-pressure and high-flow conditions. It is best to set a bypass under high pressure conditions. If no bypass is set under any conditions, the valve must be slowly opened during operation to establish back pressure before fully opening the valve. During start-up, shutdown, and handling accidents, it is necessary to pay attention to the reverse (forward) direction impact of high-pressure and large-flow gas on the filter element, which may cause the filter element to be damaged.
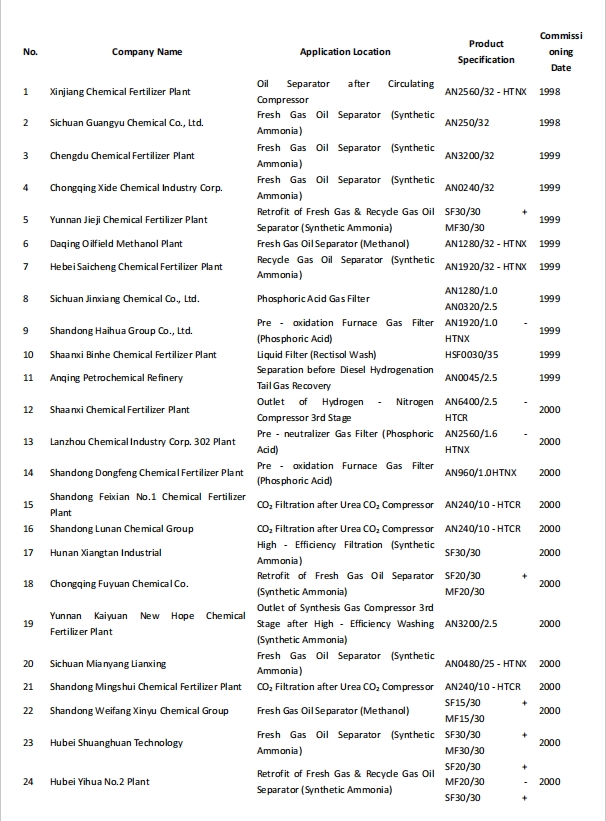
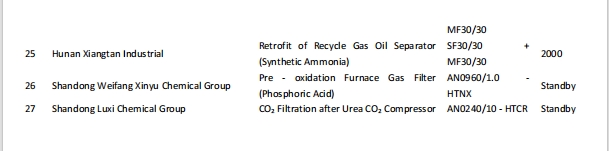
Attached: Main User Performance Table
Main User Performance Table
Attached: Main User Performance Table
Main User Performance Table