Introduction: The air compression stations of steel mills are mostly large-scale stations. The exhaust volume per minute is generally 500 m3 to 1000 m3, and for super-large stations, it reaches about 2000 m3. According to statistics from the China Compressed Air Association, the electricity consumption of various compressors accounts for nearly 10% of the national electricity generation. The adsorption dryers that are matched with them consume 15% to 20% of the input power of the air compressors. These drying products still use the technology from 40 years ago, which is known in the industry as the first-generation machine, namely the non-thermal and micro-thermal regeneration dryers (including the so-called combined machine of cold drying + adsorption). In addition to high energy consumption, the pressure reduction and haze reduction pressure in the surrounding areas of Beijing has also doubled the pressure on steel mills in Hebei region. Therefore, although the overall efficiency of the steel industry has declined, energy conservation and efficiency improvement, as well as environmental protection and emission reduction, are still highly valued by many steel mills, especially state-owned enterprises. Since large air compression stations generally use oil-free centrifugal air compressors, their exhaust temperature can reach 80 to 120℃. As the residual heat of the air compression system can be utilized by the new compressed heat regeneration drying technology, combined with the isobaric regeneration zero gas consumption technology, it can almost achieve a super energy-saving effect. Compared with the first-generation dryer, it can save operating costs by more than 90%. Therefore, it has become the preferred product and advantageous project for energy-saving technological transformation of air compression stations.
1. Energy-saving renovation of the first phase air compressor station of Tangsteel:
1.1 Overview: The energy-saving technical renovation of the first phase of the air compressor station of Tangsteel was initiated in March 2014. It involved two air compressor stations: the cold plate and the 3200 high-temperature blast furnace. The renovation included two main items: high and low pressure diversion and replacement of old equipment with new ones. The old energy-consuming adsorption dryers were eliminated and replaced with the residual heat zero gas consumption technology of Xi'an ultrafiltration (the fourth-generation machine). The commercial operation model was contract energy management. The second phase of Tangsteel (the medium and thick plate air compressor station) was initiated at the end of 2014, adopting the same technical route, key equipment and operation mode as the first phase.
The cold plate air compressor station originally had a slight heating function.


3200 air compressor station originally had a small heating system

The medium-thick plate air compressor station
1.2 Energy-saving technological transformation and new equipment:
1.2.1 Cold plate air compressor station: Three new low-pressure centrifugal compressors (p=4.5 bar, Q=200 Nm3/min) have been added.
Replacement: Four new heat recovery zero-gas-loss dryers have been added, including two with 180 Nm3 capacity and two with 300 Nm3 capacity.
1.2.2 3200 Air Compressor Station: Replaced the old equipment with new ones, and added four new heat recovery zero-gas-consumption dryers (p=6.5 bar, Q=370 m3/min)
In Section 1.2.3, the old air compressor station was dismantled and replaced with new equipment. New additions include: three units with p=6.5bar and Q=350m3/min; and three units with p=4.5bar and Q=280m3/min.
1.3 Working Principles and Basic Structures of New and Old Equipment:
1.3.1 Working Principle of Micro-heating Equipment:
Brief description and analysis of the micro-heating process: The hot oil-free gas discharged by the centrifugal air compressor is cooled to room temperature by the post-cooler and then enters the adsorption tower to adsorb moisture before being discharged. At the same time, about 15% of the product gas is extracted and subjected to depressurization before entering the heater to be heated to 180-220℃ and then input into the regeneration tower for desorption before being discharged into the atmosphere.
The original intention of the micro-heating regeneration principle is to reduce the consumption of the product gas. Coupled with the use of cheap electricity, that is, taking half of the 14% of the non-heated regeneration and heating it to 180-220℃. Therefore, the label on the nameplate assumes that the regeneration gas consumption is 7%, but it ignores three basic common sense: First, the adsorbent after heating still needs to be blown cold to room temperature; second, the principle of equal flow rate means that the adsorption and regeneration must have similar flow rates to achieve reversible circulation; third, during the heating regeneration, a high temperature difference is used to input heat, while during the cooling process, a low temperature difference is used to remove heat. From theoretical calculation to actual operation, it has been proved that the appropriate regeneration gas consumption is approximately 15% similar to the non-heated regeneration. Tangsteel's various air compressor stations have measured the regeneration gas volume of the micro-heating regeneration equipment in operation to be as high as 15% - 20%, which is the fundamental reason why each air compressor station is determined to eliminate the old-style micro-heating equipment.
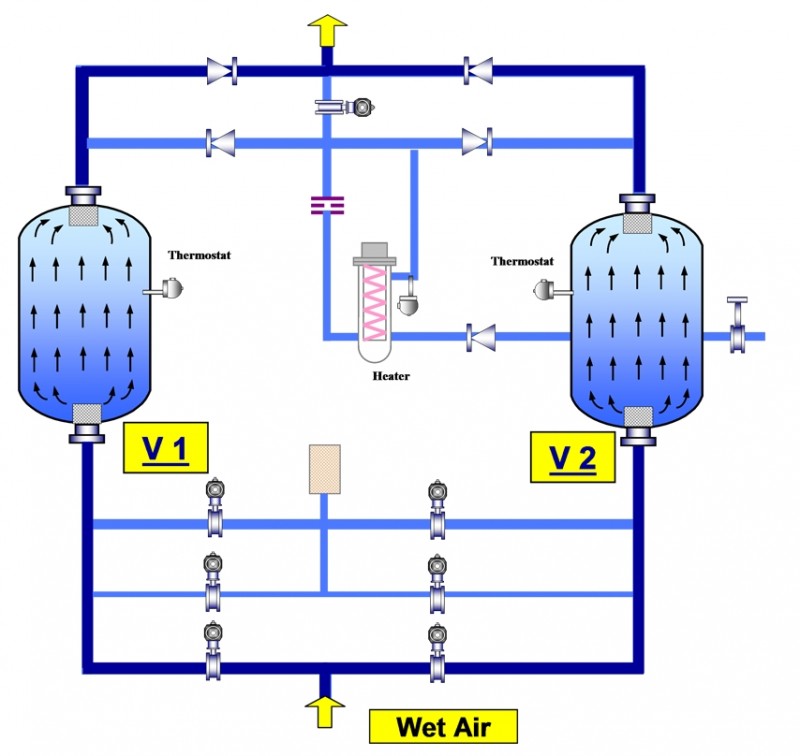
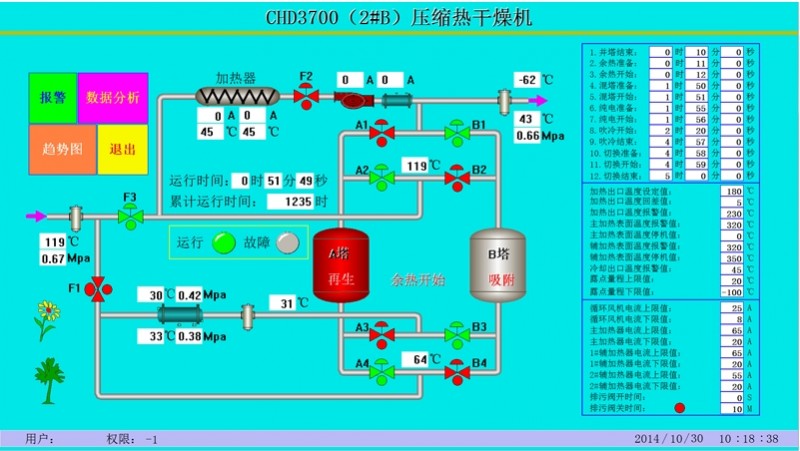
1.3.2 Working Principle of Compression Heat Zero-Gas-Emission Equipment:
Process summary and analysis:
① Regeneration of B tower using residual heat / Adsorption stage of A tower: The superheated compressed air discharged by the centrifugal air compressor enters the B tower to remove moisture, then passes through the cooler, separator, and A tower, where the moisture is adsorbed. After that, it is discharged through the post-filter.
② Mixed heating regeneration / Adsorption stage of B tower / Adsorption stage of A tower: The same as above, while the circulating fan is activated. 10-15% of the dry gas is extracted and heated by the heater to 180-220℃ to be added to the main gas flow to increase the regeneration drying capacity by more than 20%.
③ Pure electric heating regeneration / Adsorption stage: The superheated compressed air directly enters the cooler, separator, A tower, and post-filter for discharge. At the same time, the circulating fan extracts a portion of the dried product gas and heats it by the auxiliary heater to 180-220℃, then enters the B tower for further deep water desorption, and then combines with the main gas flow to enter the cooler.
④ Cooling stage: The heater stops operating, while the circulating fan continues to extract a portion of the dry gas and enters the regeneration gas cooler (to eliminate the temperature rise caused by adsorption heat and compression heat, and to enhance the cooling effect) into the A tower to cool the adsorbent.
2. Energy-saving renovation cost assessment:
2.1 High and low pressure分流 of the air compressor system: For every 1 bar increase in the output pressure of the air compressor, the energy consumption will increase by 7-8%. According to the original (6.5 - 4.5) × 7.5%, this can save 15% of electricity.
2.2 Complete machine shutdown: Due to the adoption of zero gas consumption regeneration method, 15-20% of regeneration gas consumption is avoided. Due to the huge power of the large air compressor motor, when it happens that one machine is shut down, the maximum power saving effect can be achieved. For the two sets of cold plates' air compressors, basically one is in operation and one is in standby; After the 3200 blast furnace air compressor station installed the new dryer, it immediately achieved three out of four machines running while one is shut down. From the visual perception of the daily electricity consumption of the air compressor station, significant effects and satisfaction were obtained.
2.3 Energy-saving renovation cost calculation for the dryer:
2.3.1 Principles:
① Regardless of the regeneration method used for the dryer itself, in principle, it is impossible to "save energy". That is, the amount of adsorption energy paid during the adsorption process must be compensated by the amount of desorption energy during the regeneration process. The so-called energy saving essentially means using lower-quality energy, such as the first-generation machine uses expensive oil-free dry product gas as a cost, the second-generation machine is mainly powered by electricity and supplemented by gas, the third-generation machine does not consume gas but consumes electricity only, and the fourth-generation machine "zero emission of residual heat" uses 85-100% of the compressor compression heat from the air compressor, and the rest is electricity. And for the highest quality finished gas at the top level, there is no consumption at all. Especially during the cooling process, the fourth-generation machine avoids the previous two generations that used the finished gas both as a cooling carrier and as a cooling source, but instead used only the cooling water (ultimately the environmental air) to obtain the cooling source. This adopts the system's waste heat during heating and the environmental cooling source mode during cooling, almost reaching the zero energy consumption realm. ② Based on the above analysis, in the energy-saving calculation, the principle of energy classification calculation must be implemented, that is, the principle of unequal value of electricity/air. Electricity costs usually account for only about 40% of the cost of oil-free dry compressed air, and the rest is fixed asset depreciation, financial, management expenses, and operating process-generated water, steam, oil, wear and tear parts, etc., maintenance and operation costs.
2.3.2 Calculation of energy-saving operating costs: (Taking the medium and thick plate factory as an example)
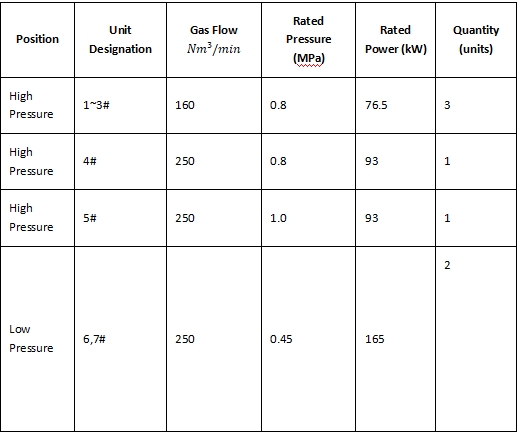
2.3.2.1 Original equipment parameters:
1. The original manufacturers of the 5 high-pressure dryers: Hangzhou Bo Da; the original manufacturers of the 2 low-pressure dryers: Hangzhou Han Ke.
2. After the technical renovation, the parameters are as follows:
1. High-pressure system: P = 0.65 MPa, Q = 40,000 m3/h = 667 m3/min, select 350 m3/min × 3 (operate two and keep one as backup)
2. Low-pressure system: P = 0.45 MPa, Q = 30,000 m3/h = 533 m3/min, select 250 m3/min × 3 (operate two and keep one as backup)
3. Calculation of operating costs before and after the technical renovation:
1. Electricity cost for self-owned power plant enterprises: 0.5 / kW.h, gas price: 0.12 yuan / Nm3, working cycle: adsorption / regeneration 4/2 + 2
1. Calculation of operating costs for the micro-heating equipment:
High-pressure: P = 0.8 MPa, regeneration gas consumption 10%, Q = 160 m3/min × 3 units, heating power 76.5 kW,
Q = 250 m3/min × 2 units, heating power 93 kW
Electricity cost: 0.5 yuan × (76.5 kW × 3 + 93 kW × 2) × 2 h × 6 times × 30 days × 12 = 897,000 yuan/year
Gas cost: 0.12 yuan × (160 × 3 + 250 × 2) m3/min × 10% × 60 min × 24 h × 30 days × 12 = 6,093,000 yuan/year
Total: 7,000,000 yuan/year
Low-pressure: P = 0.45 MPa, regeneration gas consumption 15%, Q = 250 m3/min × 2 units, heating power 165 kW
Electricity cost: 0.5 yuan × 165 kW × 2 × 2 h × 6 times × 30 days = 59,400 yuan/month × 12 = 712,800 yuan/year
Gas cost: 0.12 yuan × 250 × 2 × 15% × 60 min × 24 h × 30 days = 259,200 yuan/month × 12 = 4,665,000 yuan/year
Total: 5,380,000 yuan/year
High and low-pressure total: 1,238,000 yuan/year
2. Calculation of operating costs for zero gas consumption with residual heat regeneration after the technical renovation:
High-pressure:
Electricity cost: 0.5 yuan × (132 kW × 0.5 h + 11 kW × 2.5 h) × 2 units × 6 times × 30 days × 12 = 20,200 yuan/year
Low-pressure:
Electricity cost: 0.5 yuan × (142 kW × 0.5 h + 11 kW × 2.5 h) × 2 units × 6 times × 30 days × 12 = 212,760 yuan/year
High and low-pressure total: 41,500 yuan/year
Savings in operating costs: 1 - (41,500 / 1,238,000) = 96.7%
1. Conclusion and experience: The energy-saving technical renovation of the air compressor station of Tangsteel started in early 2014 and has been ongoing for one and a half years. The first phase project that was put into operation has run for 6,000 to 8,000 hours and has achieved significant energy-saving benefits. Subsequently, the energy-saving technical renovation of the air compressor station of Tangsteel's medium and thick plate production began, using the same technical line, key equipment and operation mode as the first phase. Currently, the air compressor station of Tangsteel's stainless steel plant has completed the preliminary assessment. Notably, this air compressor has adopted a compression heat zero gas consumption adsorption dryer, that is, using the residual heat of the compressor system as renewable energy. However, due to the design and manufacturing party of this batch of equipment not having mastered the core technology and corresponding manufacturing capabilities, this batch of equipment not only has high energy consumption (about 12% of the product gas is cooled and vented), but also cannot meet the performance indicators, and is virtually useless, basically in a paralyzed state.
As the outstanding representative of the fourth-generation adsorption dryer - compression heat zero gas consumption adsorption dryer combines the utilization of residual heat and isothermal regeneration zero gas consumption technology to achieve super energy-saving effects. For the energy-saving technical renovation of large air compressor stations, it can achieve a high investment return rate. After calculation and actual operation results, it has been proven that the investment recovery period of this equipment is about half a year, which is rare among many energy-saving technical renovation projects. At present, the promotion and application of this product have reached a peak. Other factories of Hebei Steel Industry around Tanggang, as well as many private steel mills in Hebei Province, have begun to conduct investigations, understand it and subsequently adopt this technology and this operation mode. It is believed that this technology will be promoted on a larger scale in steel mills across the country and other industries.