

新闻动态
Analysis of Seven Misconceptions in the Design and Application of Compressed Air Adsorption Dryers
责任编辑:作者:admin人气:332 发表时间:2025-07-22
Introduction: When the pressure dew point of compressed air needs to be lower than 0℃, except for very small processing volumes, adsorption dryers have become the only option. However, this product, which is large in scale, widely used, and has a relatively simple structure, lags behind its international counterparts by two or three decades. The main gap lies in energy consumption (or operating costs). This article will analyze seven cognitive misunderstandings to explain the reasons and solutions.
1. Weigh sesame on a balance, throw watermelons in the field. Adsorption-type dryers are upgraded approximately every ten years. Currently, the international leading level is the fourth-generation zero gas consumption, low dew point, multi-functional machine. However, in China, over 98% of the dryers in use are the first-generation high-energy-consuming non-heating and micro-heating type. The ones under design and selection are estimated to be around 95%. The reason is extremely simple - it's just one word: seeking cheapness, but ignoring a group of words: operating costs are extremely high. If calculated over a period of ten years, the ratio of the purchase price to the ten-year operating cost is almost 1:100. For an adiabatic regeneration dryer with a gas processing capacity of 100 m3/min, the purchase price is only around 100,000 yuan, but the annual operating cost is:
0.15 yuan × 100 m³ × 15% × 60 min × 24 h × 330 d = 1.07 million yuan/year. This phenomenon, the author calls it "weighing sesame seeds on a balance and throwing watermelons in the field". A large number of experts and judges gathered to conduct the bidding process vigorously, but they did something completely meaningless. In fact, everyone knows that what is truly valuable is the watermelons in the field. Foreign counterparts when discussing this matter, found it very incomprehensible, including Taiwanese compatriots. They would rather spend ten times the price of their mainland counterparts to purchase the fourth-generation aircraft because this calculation can be done by a primary school student. The savings in operating costs can be recovered within a few months, even the cost difference or the purchase cost itself.
2. Gas/electricity equivalence. For a long time, the mainland counterparts basically accepted the method of converting gas consumption into electricity consumption proportionally, that is, gas/electricity is the same price. As in the previous example: a 100 m³ air compressor, the motor power is 550 KW, the regeneration gas consumption is 15%, one kilowatt-hour of electricity costs 0.7 yuan. If using the gas-electricity equivalence calculation method, the one-hour regeneration gas consumption converted into electricity cost is:
0.7 yuan × 550 KW × 15% = 57.75 yuan/h
According to the actual gas cost price, it should be:
0.15 yuan × 100 m³ × 15% × 60 min = 135 yuan/h
The ratio is: 57.75 / 135 = 0.43
That is, electricity only accounts for about 40% of the cost of compressed air. Other expenses include fixed asset depreciation, water, electricity, steam, oil, wear and tear parts consumption, and management costs. If gas/electricity equivalence is recognized, can it be considered that by simply installing an electricity meter and a switch on the power line, certain pressure and flow, oil-free, dry compressed air can be naturally produced? Why would users still need to purchase air compressors, dryers, build factories, and recruit workers? This confusing account cannot be cleared, and there will be no motivation for product upgrading and replacement. It should be known that the core of the advancement of adsorption-type dryers is to use or even not use product gas for regeneration, cooling.
3. Ignoring the optimal working temperature range of adsorption-type dryers. The design of adsorption-type dryers follows two routes: one is thermal design, and the other is structural design. The former obtains parameters such as the amount of adsorbent filling; the latter controls structural parameters such as the flow rate of the empty tower, contact time, etc. In addition, pursuing the same adsorption and regeneration time, the optimal distribution of heating and cooling time, etc. Generally, it is believed that the inlet gas temperature of adsorption-type dryers is suitable at 25-32%, too low or too high will cause design imbalance, leading to a significant increase in the purchase and operation costs of this equipment or system. Table showing the moisture content corresponding to the pressure dew point (inlet temperature to the adsorption tower) at 7 bar:
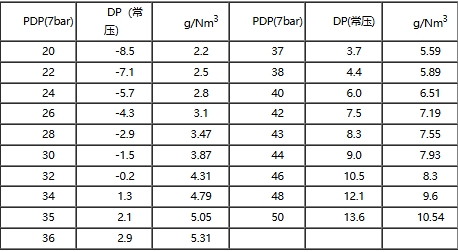
A typical example is the cold drying + adsorption process. The pressure dew point after treatment by the cold dryer is around +10℃, and the temperature entering the adsorption dryer is around +25℃. If calculated based on thermodynamics: the filling amount of the adsorbent is less than half of the calculated amount according to the structure, but the actual filling amount still needs to meet the design of the structure, that is, it should be designed based on the maximum value of the two, resulting in unnecessary waste.
Another extreme case is that the exhaust temperature of the air compressor is allowed to rise to over 45℃ in summer, causing the moisture content in the compressed air to increase by several times. As shown in the table above, with 30℃ as the reference point, when the temperature rises to 35℃, 38℃, and 43℃, the moisture content increases by 30%, 50%, and 100% respectively. In engineering, the optimal water removal process for exhaust temperatures above 30℃ should be cooling water removal. Therefore, the best choice between the above two cases should be to set up two types of cooling water in the air compressor station. The first stage uses factory recycled water, which can cool the compressed air to below 42℃, and the second stage uses an industrial water chiller, which can reduce the gas temperature to below 30℃. In winter, the water chiller is shut down. This method can be applied in humid and hot areas south of the Yangtze River, effectively resolving the problem of excessive load operation of the dryer in summer.
4. Single regeneration method. The regeneration methods of adsorption dryers are generally divided into four types: pressure variation, temperature variation, cleaning, and displacement. In practical applications, there is no completely single method; they are all combinations of two or more methods. Working principle of adsorption dryer:
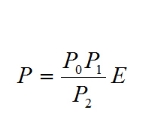
P --- Partial pressure of water vapor in the exhaust gas
Po --- Outlet temperature corresponding to the saturated water vapor pressure of polyester
P1 --- Water vapor pressure of the regeneration gas
P1 --- Water vapor pressure of the regeneration gas
P2 --- Saturated vapor pressure at the regeneration temperature
Thermal-free regeneration, also known as self-heating regeneration, utilizes the adsorption heat and low-pressure drying gas for cleaning. The process of depressurization and gas release belongs to
Replacement: It can be seen that the simplest non-heating regenerative dryer also employs a combination of these four regeneration methods. Of course
The main advantage lies in the utilization of both pressure reduction and cleaning as the regeneration methods.
Micro-heating is achieved through the use of low-pressure drying cleaning gas and electric heating (at 120-180℃). The cooling process utilizes the low-pressure drying cleaning gas and the internal heat of the adsorption cylinder, with regeneration and cooling taking place simultaneously.
External air heating by forced ventilation heats the material to a higher temperature (180 - 220℃). The cooling process is the same as before.
The traditional compression heat utilization method makes use of the high-temperature (90 - 110℃) semi-humid air discharged by the compressor for heating and regeneration. The cooling process is the same as before.
The regeneration process of isobaric regeneration zero-gas consumption compression heat (fourth-generation aircraft) is the same as that of traditional machines. However, in the final stage of the heating regeneration process, a circulating fan is activated to extract a portion of the dried product gas and heat it to 160-200℃. This is to conduct a second heating and deep desorption of the adsorbent. During the cooling process, the main heat source is low-pressure dry gas and the residual heat in the cylinder. The regeneration and cooling are carried out simultaneously, and both the heating and cooling of the dry gas are achieved through the recycling of the circulating fan.
There is also a dual-cooler zero-gas-loss compression adsorption dryer on the market. The heating and regeneration process is the same as that of the traditional type. When cooling, it uses ambient-pressure saturated moist air for a short period of time for cooling. This process gives up the opportunity for secondary regeneration and comprehensive utilization. Not only is the dew point of the product gas relatively high, but the cooling process is also incomplete. Its high dew point and drifting disadvantages are very obvious compared to other dryers. The dew point index of this type of adsorption dryer is only equivalent to that of a refrigerated dryer.
Compression heat, also known as residual heat regeneration, has decreased from 120-140℃ to 90-110℃ in the exhaust temperature of centrifugal compressors due to technological advancements in this field. Correspondingly, the product gas dew point that the compression heat dryer can achieve is only around -3℃. To achieve a lower dew point, some products have additional high-power electric heaters at the inlet of the dryer. This is contrary to the technological progress of the air compressor.
5. Ignoring the importance of the cooling procedure in the heating type dryer. The adsorbent adsorbs at room temperature and desorbs at high temperature. After the heating regeneration process is completed, the adsorbent must be cooled and reduced in temperature using the product gas to restore it to a temperature close to room temperature. Thermal calculations and practical applications have proved that the gas flow required for the cooling stage should be greater than that required for the heating regeneration, or at least equal. This is because the temperature difference between the working points of the two is very large. During heating, the gas carries 180℃ of heat, raising the temperature of the adsorbent and metal materials from room temperature to an average temperature of 120℃. During the cooling process, a 50℃ gas is used to cool from an average temperature of 120℃ to below 60℃. When the cooling reaches 80℃, due to the small temperature difference, the cooling becomes very difficult. Some users increased the cooling gas volume to 20% in summer, but the effect was very poor. Some products even claimed that the cooling gas was only 1% to 1.5%, which is pure customer manipulation. In actual operation, the instantaneous flow cannot be lower than 6%, otherwise, the cooling process will not be complete and the output gas temperature will be too high. After switching, the dew point will significantly drift.
6. The dryer is just two containers, a few pipes, and a few valves. As is well known, ten years ago, you could consider a mobile phone as just a mobile communication device with a few text messaging functions. But now, more than half of the mobile phone users worldwide are using smart phones, which have three basic functions: notebook computer, camera, and mobile phone. Similarly, in the 21st century, industrial products have entered the era of integration and intelligence. For instance, the fourth-generation compression heat dryer is formed by integrating five systems and has three major functions. The technology-lacking, simple-structured, and energy-consuming high-temperature and micro-temperature devices have long since disappeared from the world stage.

7. The hallmark of a new generation is "energy conservation". Strictly speaking, for an adsorption dryer, the energy consumed during adsorption is exactly the same as the energy required for regeneration. Therefore, the accurate definition of the replacement feature of an adsorption dryer should be the reduction of operating costs, including the use of as low-grade energy sources as possible as renewable energy, the improvement of energy conversion efficiency, and the level of system integration and comprehensive utilization.
Conclusion: In summary, the replacement of the traditional adsorption dryer for compressed air is inevitable. Especially in large air compressor stations using centrifugal compressors, it is necessary to eliminate the old adsorption dryers and replace them with or upgrade to the third-generation or higher efficient and energy-saving dryer products. The input-output ratio of such an investment is almost beyond that of any other energy-saving and emission-reduction transformation. There are no problems in terms of technology and funds. The disadvantage of the Chinese mainland lies in aspects such as the mechanism, cognitive ability, attitude, and national comprehensive quality. In recent years, the Chinese government and people have intensified efforts in these areas. We believe that with the joint efforts of professional manufacturing factories and users, the upgrading and replacement of compressed air adsorption dryers will become a consensus and be put into large-scale promotion and application, contributing to China's energy conservation and emission reduction.
上一篇:CNG汽车加气站脱水装置 应用体会与分析
下一篇:暂无