

新闻动态
Analysis of Design and Selection for Compression Heat Regeneration Dryer
责任编辑:作者:admin人气:312 发表时间:2025-07-22
Preface: In the current context of energy conservation and emission reduction and the increasing popularity of centrifugal air compressors, compressed heat (waste heat) - a both traditional and novel type of adsorption dryer - has received growing attention and emphasis from the industry. This article, based on its unique regeneration method and related factors, conducts a scientific analysis on how to correctly design and select models, as well as how to identify authenticity, to assist users in quickly understanding and reaping the maximum benefits.
Traditional process and challenges of compressed heat regeneration:
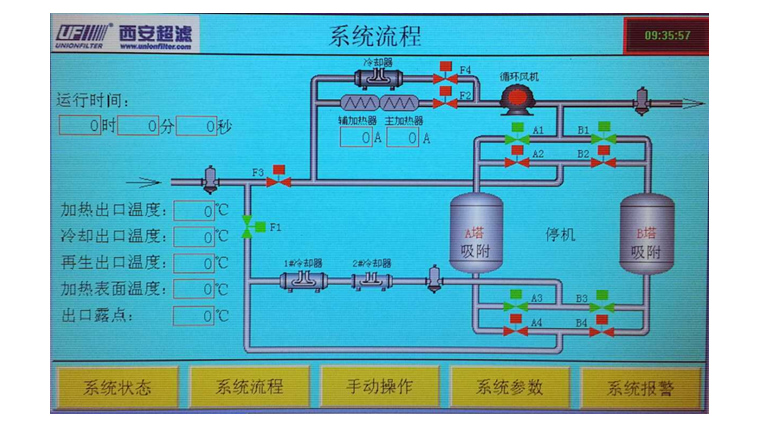
1.1 Process and Process Description: The process lasts for 4 hours of adsorption, followed by 2 hours of heating regeneration and 2 hours of cooling.
(1) The superheated compressed air first enters the regeneration tower, removes the moisture from the adsorption bed layer, and then enters the cooler, separator, and subsequently, the saturated compressed air at normal temperature and saturation enters the adsorption tower. The dehydrated and dried product gas is then discharged through the post-filter.
(2) The superheated compressed air passes directly through the bypass valve to enter the cooler, separator, adsorption tower, and post-filter for discharge. At the same time, a portion of the dried product gas is extracted and blown cold from top to bottom to cool the regeneration tower and discharged into the atmosphere.
(3) Switching after a brief tandem operation.
1.2 Challenges and Analysis:
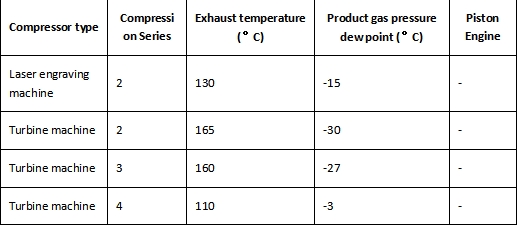
(1) Compressor exhaust temperature: In the past decade, due to the advancement of centrifugal machine technology, the specific power of the compressor has significantly decreased. The exhaust temperature has dropped from the original 120-140°C to 90-110°C or even 85-105°C, and is even lower when it is below 7 bar (100 psi). This means that with the same motor input power, more kinetic energy is converted into potential energy. However, for adsorption dryers that rely solely on compression heat for thermal regeneration, this is a significant challenge.
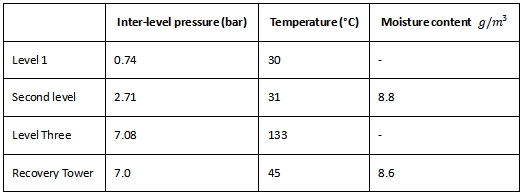
The relationship between the exhaust temperature of the air compressor and the dew point of the product gas is shown in Table 1, and the theoretical calculation is presented in Table 2. When the temperature inside the tower is below about 45℃, the regeneration gas extracts moisture from the adsorption layer, thus humidifying the adsorbent. During actual operation, the inlet temperature to the tower is usually 10 to 20℃ lower than the exhaust temperature of the air compressor. In the lower half of the tower, when the regeneration heating is completed, there are often situations where the temperature is below 50℃. This is especially likely to occur when the adsorption tower has a lower inlet gas temperature and receives a smaller amount of treated gas. Table 1 Relationship between Compressor Exhaust Temperature and Product Gas Dew Point
(2) Cooling air consumption: Due to the high cost of oil-free dry air (0.15 - 0.25 yuan/m3), the consumption of cooling air has become the most important consideration when choosing a compression heat dryer. According to calculations, the instantaneous cooling flow rate should be 6 - 8%. Considering that the cooling process accounts for half of the regeneration process, the average gas consumption is not less than 3 - 4%. The claim that it should be less than 3% is purely misleading. The difficulty of cooling lies in the following two aspects: Firstly, the adsorbent has a large heat capacity and is an insulator, requiring a large amount of gas to release the huge heat it contains; Secondly, the adsorption heat causes the cooling air itself to reach around 50℃, and it is difficult to reduce the temperature inside the tower to below 70℃ due to the small temperature difference. In terms of operation, there are only two methods to reduce energy consumption and emissions: Firstly, tolerate an average tower temperature above 70℃, and after switching, the dew point will rise (aluminum gel 45℃, molecular sieve above 50℃, the adsorption capacity will rapidly decrease), which is called dew point drift in the industry, and this process lasts for 30 minutes to 1 hour; Secondly, assume that the equipment increases the regeneration gas volume and extends the regeneration time. The additional operating costs resulting from this cannot be underestimated.
2. Distinguishing Between Improvement and Reform:
2.1 Add auxiliary electric heating at the intake end to increase the intake temperature. Based on operational experience, for every 10℃ increase in the intake (regeneration) temperature, the dew point of the product gas can be reduced by approximately 3℃. To achieve the conventional dew point of the adsorption dryer, which is -20℃ at the pressure dew point, it is necessary to increase the temperature from 110℃ by 30℃, reaching above 140℃. For every 10℃ increase in 100m3 of air, a 20KW electric heater is required, and for a 30℃ increase, 60KW is needed. The motor power of a 100m3 air compressor is generally 550KW. Thus, 60/550 = 11%, which means that the technological progress of the air compressor over the past ten years has almost been completely negated.
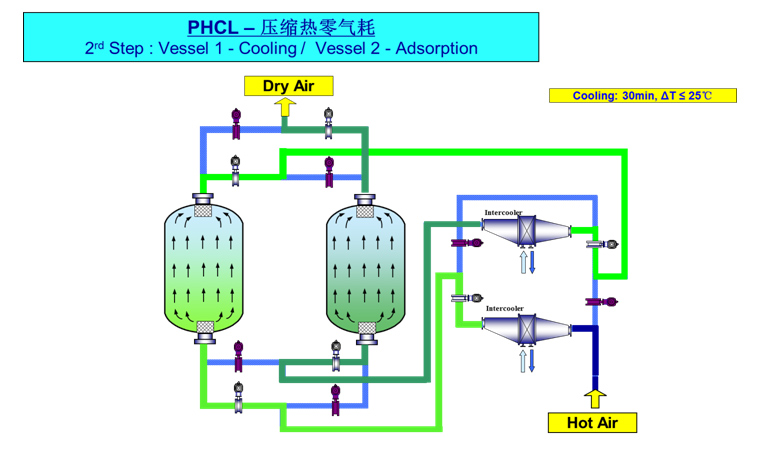
2.2 Dual-cooler Zero-Gas-Emission Process:
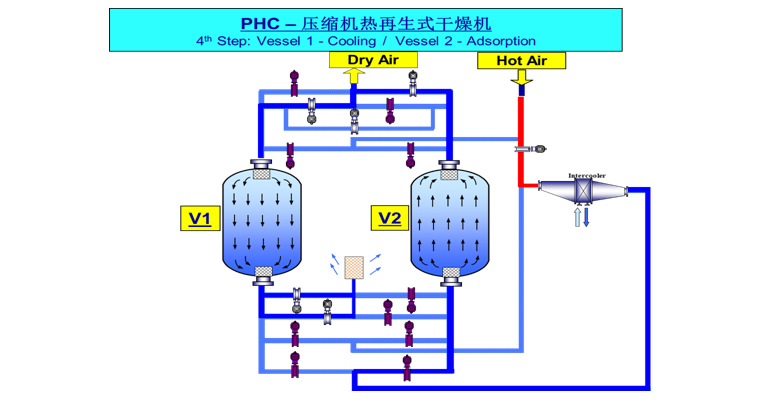
(1) This process uses humid air for cooling, with the cooling time approximately 30 minutes. The temperature difference is reduced by about 25℃. That is, cooling must be stopped when the temperature drops to 75℃. Failure to complete the cooling process will still lead to dew point drift.
(2) The main airflow passes through the double towers and double coolers. The increase in pressure difference cannot be ignored.
(3) During the cooling process, the residual heat in the tower cannot be utilized for secondary regeneration. The pressure dew point can only reach -3℃. The disadvantages when adding an electric heater at the inlet are the same as those described in 2.1. 2.3 Bright compression heat, dark micro-heating process: (actual footage)
This process is undoubtedly an example of shoddy workmanship. Even without considering the energy consumption of electric heating, the 8% reduction in regeneration gas volume seriously violates the original intention of energy conservation and emission reduction using waste heat to regenerate the dryer, and has caused huge economic losses to the customers.
2.4 Low dew point, low drift, zero gas consumption process:
This process is derived from the patented technology of the natural gas dehydration unit. If a secondary cooling step is added at the inlet end, it can adapt to various working conditions (lower exhaust temperature, higher ambient temperature). The pressure dew point can reach -60℃, with a dew point drift reduced to 10℃ within 15 minutes. Due to the use of a high-pressure circulating fan, the adsorbents at the top of the tower can undergo secondary high-temperature dry gas regeneration (10 to 30 minutes), and the adsorbents can be blown cold with a large flow rate and fully recovered (in a cycle), with the power consumption only accounting for 1 to 1.5% of the input power of the air compressor, and zero air consumption. This process has five functions and three advantages:
Five main functions:
1) Compressor waste heat utilization system: 95% of the regenerated energy comes from the waste heat of the compressor.
2) Regeneration gas recovery system: Isobaric regeneration with zero gas consumption.
3) Auxiliary heating system (electric consumption is only 1-1.5% of the input power of the air compressor): Effectively reduces the outlet dew point.
4) Adsorption drying and filtration system: High efficiency, low resistance, long lifespan.
5) Intelligent control management system: Process control, load regulation, fault monitoring, dew point display.
Three major advantages:
Low dew point: The dew point at normal pressure can be as low as below -60℃ (the regeneration intake temperature at 7 bar is ≥ 90℃)
Low drift: Utilizing a large volume and low-temperature gas blowing for cooling, the dew point drift is ≤ 5 - 10℃ (within 0.5 hours)
Zero gas consumption: During the regeneration process (heating/cooling), 5-8% of the product gas is extracted and fully recycled, achieving 100% zero gas consumption.
Note: For this case (the air compressor renovation project of Tangsteel Power Plant), the exhaust pressure of the air compressor is 0.65 MPa and 0.55 MPa. If the exhaust temperature of the latter is at the level of three-stage compression, it may be 80 - 100℃. However, the actual inlet tower temperature is only 70 - 90℃. This process can activate the mixed heating program, that is, while the waste heat regeneration is in progress, the high-pressure circulating fan and the auxiliary electric heater can be activated to supplement heat.
上一篇:CNG汽车加气站脱水装置 应用体会与分析
下一篇:暂无