

新闻动态
Key Design Points and Suggestions for Large-scale Combined Heat and Power Air Compressor Station
责任编辑:作者:admin人气:460 发表时间:2025-07-22
Introduction: Compressed air is the second largest power source after electricity, and it is the most valuable energy among the four major power sources - heat, electricity, liquid, and gas. In simple terms, the conversion efficiency from heat to electricity or from electricity to gas is no more than 50%, and the conversion efficiency from heat directly to compressed air is even less than 30%. If it is possible to directly convert heat into compressed air energy with a large supply capacity, and build and operate large or super-large air compressor stations based on combined heat and power generation, significant cost advantages and energy-saving and emission reduction effects will be achieved.

1. Cost advantage analysis: According to market supply gas prices: Dry compressed air without oil, under grid power supply, the gas price per cubic meter is approximately 0.15 - 0.21 yuan; with self-owned power plant, it is approximately 0.10 - 0.14 yuan per cubic meter; the cost price of combined steam and electricity generation is approximately 0.04 - 0.06 yuan per cubic meter. If the selling price is set at 0.06 - 0.08 yuan per cubic meter, taking the construction and operation of a 4500m3/min steam turbine-driven air compressor station as an example, the production cost or gas price per cubic meter is approximately 1/3 - 1/2 of that under pure grid power supply. If the full flow is operated for 8000 hours, the annual difference in gas production between steam-driven and electricity-driven is approximately (0.15 - 0.06) yuan × 4500m3 × 60 minutes × 8000 hours = 194 million yuan per year, which is equivalent to the fixed asset investment (including pipelines) of a 4500m3 steam-driven air compressor station. Assuming a profit of 0.02 yuan per cubic meter, the total profit for the year is 427 million yuan, and the investment return rate is 3 - 4 years. However, due to the low market pricing of steam-driven compressed air, the complexity of industrial park users, and the low load rate of startup, there may be a phenomenon of significant social benefits but low air compressor station benefits or even a risk of loss. As the construction and operation party of the combined heat and power air compressor station, in addition to pursuing large-scale gas production capacity and reducing production costs, it is also necessary to conduct in-depth research on customer characteristics, reasonably adjust the balance of supply and demand, and meet the different requirements and characteristics of various users in the industrial park in terms of pressure, flow, and gas quality.
2. Design basis of the air compressor station:
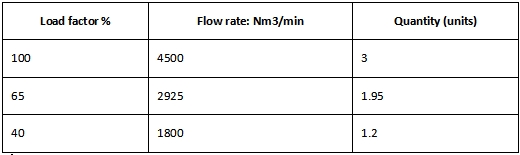
2.1 Displacement: According to statistics, the current load of domestic air compressor stations is approximately: 60 - 70%. Assuming the maximum load is 4500 m³/min (1500 m³ × 3 units), the average load is 4500 m³ × 0.65 = 3000 m³/min, and the minimum load is 40% which is calculated as 1800 m³/min. Then, the theoretical number of operating units:
According to the gas usage characteristics of the industrial park customers, it can be classified into high-quality (with 24-hour continuous and stable gas usage), general (with 8-hour continuous gas usage), and poor-quality (temporary gas usage). Compared with enterprises building their own air compressor stations, there are more uncertainties in terms of the balance between gas production and supply and demand. Therefore, a greater load regulation capability is required. In addition, there may be some customers in the industrial park who do not allow gas to be cut off or supply to be interrupted. Improving the reliability of air compressor station equipment and emergency measures for preventing gas and power outages and accident backup storage of gas must also be given attention.
Due to the structural characteristics, the exhaust volume adjustment range of the centrifugal machine is 70% to 100%. For the air compressor station mainly consisting of centrifugal machines, the flow regulation can be achieved by increasing or decreasing the number of operating units through multi-unit configuration, or by using large units to supply small units, steam to power electric units, or centrifugal units to power screw units. That is, the former is used as the main supply, and the latter is used for peak shaving. In this case, the gas supply volume can be adjusted by increasing or decreasing the number of operating units for long-term regulation, while for short-term peak shaving, steam-driven power supply is the main supply, and the motor-driven power supply for peak shaving can be selected as the preferred option. Considering the extreme conditions of the industrial park, it is necessary to ensure the extreme minimum load when steam is stopped. In this case, the author believes that providing one or two 200m3 to 400m3 electric centrifugal machines as the peak shaving and minimum load configuration for when the steam supply is interrupted is indispensable.
Considering the high failure rate and maintenance rate of the dryer, as well as the relatively poor cost-effectiveness of the super-large dryer, in this case, a ratio of 1:3 can be adopted, that is, 500m3 × 9 units + 1 unit (as a backup), and the electric-driven air compressor and the dryer are configured at a 1:1 ratio.
2.2 Exhaust pressure: The exhaust pressure of volumetric compressors (such as piston and screw) is determined by back pressure or network pressure. For every 1 bar increase or decrease in exhaust pressure, the power needs to increase or decrease by approximately 7%. The pressure fluctuation can have a wide range, but centrifugal machines have the highest efficiency only near the design point, and operating away from the design point, such as reducing the working pressure, generally does not have energy-saving benefits. The design basis for network pressure is that the pressure required by the equipment at the gas supply end plus the pressure loss of the network is generally 6 to 8 bar for high pressure and 3 to 5 bar for low pressure. However, in actual operation, the network pressure is determined by the balance and variation of the supply and consumption of gas. All types of compressors have the function of flow load regulation, but due to the different models and adjustment structures, the adjustable range is also different. Among them, the pressure and flow regulation range of centrifugal machines is the smallest, and sufficient attention should be given to the design and selection of the air compressor station room. From an energy-saving perspective, it is necessary to consider the actual gas pressure and flow of the industrial park, and when necessary, use high and low pressure diversion. Specifically for the selection of centrifugal machines, the high-pressure gas supply network can use three-stage compression, and the low-pressure network can use two-stage compression. This measure can save about 15% or even more energy.
This case is a super-large air compressor station. Considering the complex network, large pipeline loss, and the fact that the high-pressure network has a certain storage capacity and low production cost, it is appropriate to set the exhaust pressure of this air compressor station at 1.0 MPa.
2.3 Gas quality:
The application of pneumatic technology for controlling the quality of compressed gas includes: oil, water, and dust. Generally, large air compressor stations use centrifugal machines, and oil can be ignored. Dust mainly comes from the powdering of adsorbents and pipeline pollution. The former requires a reliable, efficient, and low-resistance post-filter at the outlet of the dryer (a certain thermal power plant air compressor station in Zhejiang due to the powdering of the adsorbent and the cracking of the post-filter filter element, a large amount of dust entered the pipeline, causing a shutdown for cleaning for more than 20 days); the latter can be added at the main pipe of the user's inlet at the same place, with the above performance. However, water is the equipment with the largest investment and the highest operating cost among the three indicators, and it should be given special attention.
3. Characteristics and selection of dryers.
3.1 Due to the relatively mature technology of steam turbines and centrifugal air compressors, while the low dew point and zero gas consumption compression heat adsorption dryer entered the market relatively late, currently there are only two enterprises in the world that can produce and sell it. The national standard "Design Specifications for Compressed Air Station" stipulates: when using centrifugal machines or oil-free screw air compressors, it is advisable to use compression heat dryers, but the standard also reminds: for traditional compression heat dryers, their application field belongs to the cold dryer category, and currently in domestic and foreign applications, the compression heat dryer can be regarded as a product between the cold dryer (+10℃) and the adsorption dryer (-20℃). Currently, the compressed heat dryers in the market can be divided into three types: the first type is the discharge type: pressure dew point 0℃ to -10℃, average product gas consumption is 6 to 8%; The second type of dual-cooler zero-emission type: pressure dew point +15℃ to 0℃; the third type of isobaric circulation low dew point zero-gas consumption type: pressure dew point -20 to -40℃. Users in northern regions and those with high requirements for dew point should be cautious when choosing the first two types of compression heat dryers.
3.2 Basic Principles and Characteristics Analysis of Compression Heat Dryer Operation:
The regeneration mechanism of adsorption dryers generally includes four methods: pressure swing adsorption (PSA), temperature swing adsorption (TSA), cleaning, and displacement. In practical applications, there is no single method that is completely exclusive; at least two or more methods are combined. The drying degree of the product gas (P) in the adsorption dryer is related to the following factors (P0, P1, P2).
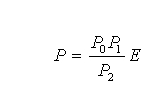
P --- Partial pressure of water vapor in the exhaust gas
P0 --- Corresponds to the saturated vapor pressure at the outlet temperature
P1 --- Pressured water vapor after regeneration
P2 --- Saturated vapor pressure at the regeneration temperature
Among them: P0 - mainly depends on the temperature of the cooling water. Based on experience, for every 10℃ decrease in P0, the dew point will also decrease by approximately 10℃.
P1 - The influence of the moisture content and volume of the regeneration gas on the dew point is difficult to determine precisely due to the presence of multiple variables.
P2 - Regeneration temperature. For every 10℃ increase in P2, the dew point will decrease by approximately 3℃ to 4℃.
3.3 Design Principles of Compression Heat Type Dryer:
3.3.1 Due to the relatively low temperature of the compression heat (for the standard type, it is 90 - 110℃), while the standard temperature for thermal regeneration is 180 - 220℃, the compression heat can only reach about 70% of the regeneration energy required by a normal adsorption dryer.
3.3.2 The reasonable regeneration process is divided into two stages. The first stage is heating regeneration (TSA), and the second stage is cooling blow regeneration (PSA + TSA).
3.4 Description and Analysis of the Three Compression Hot Dryer Process Flows and Their Characteristics:
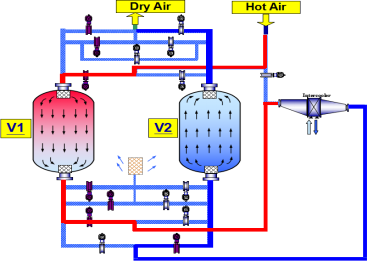
3.4.1 Emission-type:
Thermal regeneration: The superheated compressed air is first regenerated and then adsorbed. By solely relying on the compression heat, a 70% regeneration effect can be achieved.
Cooling/secondary regeneration: Extract 10-20% (instantaneous flow rate) of the dried product gas. While cooling, use the residual heat in the tower for secondary regeneration (PSA + PST). The pressure dew point can reach -10°C to 0°C. The greater the dry gas consumption, the lower the achievable dew point temperature. However, this also constitutes the biggest drawback of this process, as it still consumes excessive high-grade compressed air.
3.4.2 Dual-cooler Zero Emission Type:
3.4.2 Dual-cooler Zero Emission Type:
Thermal regeneration: Same as above
Cooling blow: This process adds a cooling unit for zero gas consumption. The superheated compressed air first passes through this cooler to be cooled to saturated moist air and then directly enters the regeneration tower for cooling. This process not only gives up the opportunity of dry gas cooling/secondary regeneration but also humidifies the dried agent that has already completed regeneration. This is a major flaw in the design of the dryer, resulting in the dew point of such dryers only being able to reach +15 to 0°C, and having a higher pressure difference and twice the cooling water volume compared to the former.
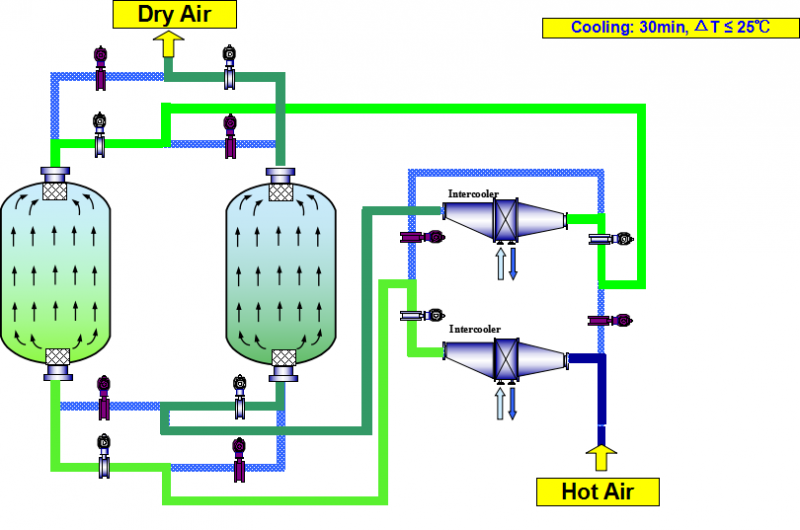
3.4.3 Isobaric cycle zero gas consumption type:
Thermal regeneration: Same as above
Mixed heating: Mixed heating is only used when the exhaust temperature of the air compressor is ≤ 100% or when an extremely low dew point is desired.
Main airflow direction is the same as thermal regeneration. At the same time, start the fan and heater. Inject about 15% of dry gas after being heated into the main airflow. This method can increase the regeneration capacity by about 10 to 15%.
Pure electric heating: The main airflow passes through the bypass 15 to 30 minutes earlier and directly enters the cooling/separation unit. Then, after adsorption drying, it is output. At the same time, start the fan, heater, and extract about 15% of dry gas and heat it to 180 to 220°C to conduct secondary intensified heating and regeneration for the regeneration tower. This measure is extremely necessary for mixed beds with molecular sieves.
Cooling: This method and its effect are similar to the emission type, where both cooling and regeneration occur simultaneously (PSA + TSA). However, the fundamental difference lies in that the cooling air is driven by the compressor and merged into the main airflow before entering the cooler, achieving zero air consumption for the product gas.
Thanks to the application of these various measures and the regeneration mechanism, the pressure dew point can reach -20 to -40℃, or even lower.
Furthermore, based on market feedback, the first two types of compressed heat adsorbents have the problem that they cannot be completely regenerated for a long time, resulting in continuous accumulation of residual moisture. This leads to the working life of the adsorbents being only half a year, and at most not more than one year. The third type of dryer also has the same drawbacks. However, due to the equipment's feature of secondary heating and dry gas cooling functions, as well as the ability to perform regular intensified regeneration to eliminate the accumulation of residual moisture, the lifespan of the adsorbents can reach more than three years.



Machine configuration: Considering the complexity of gas usage in the industrial park and the significant fluctuations in gas consumption, it is advisable to use medium-sized machines and large storage tanks. For this case, the model is 4500m3/min, with medium-pressure electric drive 150m3×1, and an additional 10m diameter spherical tank or 8 5m diameter spherical tanks. Among them, the 5m spherical tank should be placed at the middle or end of the pipeline network. Currently, the technology for large long-pipe high-pressure storage tanks is becoming increasingly mature, with a maximum pressure of up to 40MPa. The two-stage compression (low-pressure centrifugal or screw + low-pressure dryer + high-pressure piston booster) technology is also quite mature. If the electricity or steam prices are low at night, the high-pressure energy storage solution will have a higher cost-effectiveness.
The above content mainly provides a thought, for reference only.
5. Design and selection examples:
5.1 The following figure shows a typical "gas consumption - time segmentation" table for an enterprise. Combined with the 4500m3/min case mentioned above, the scheme and explanation are as follows: Table 1: Segmented Table of Compressed Air Usage and Time at a Certain Factory
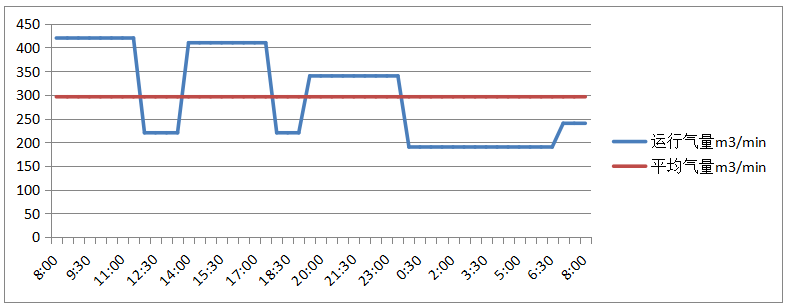
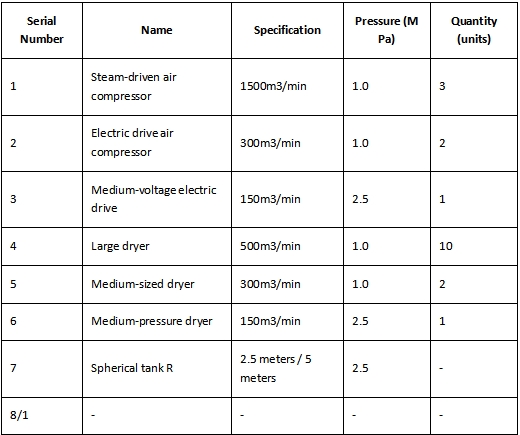
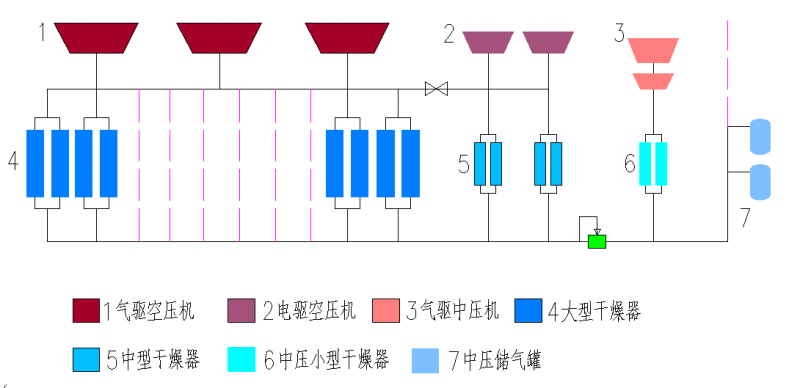
Table 2: Configuration Table
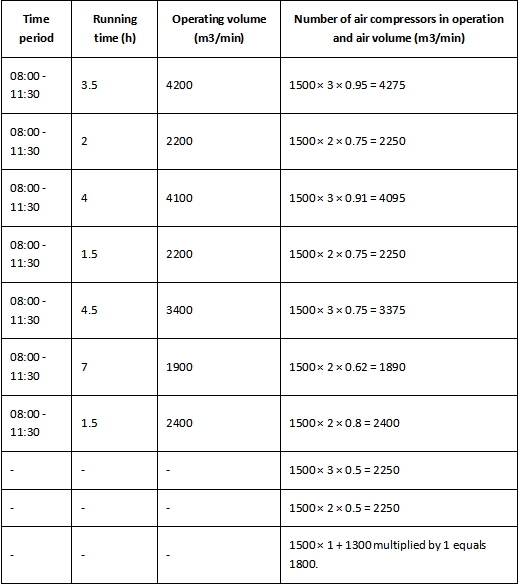
Note: The operating gas volume in Table 3 is derived from Table 1 and is expanded by 10 times.
Conclusion: The power generated by compressed air is gradually approaching the business models of adjacent air separation and industrial gas sectors. It is transitioning from the sale of single products to service-oriented sales, that is, from selling machines alone to selling gas and terminal services. At the same time, air compressor station equipment (including dryers) is a high-energy-consuming device. Currently, the rapidly developing "large-scale combined heat and power air compressor stations" in East China and South China precisely meet such market demands and innovative models. They also have more innovative points and great potential for development. The combined heat and power gas supply model may not only provide users with cheaper and more convenient power sources in the next 5 to 10 years, but also have a significant impact on the restructuring of the air compressor industry's industrial structure.
上一篇:CNG汽车加气站脱水装置 应用体会与分析
下一篇:暂无